
Sources:
Rapport du Scan du Vase STL: mm - inches
Fichier STL (Scan, Real Size average: 110mm*100mm*140mm, Material: Granit Pink)
Fichier STL (Print3D)
Fichier OBJ
Scanner GOM ATOS CORE SPECS - Scanner GOM ATOS CORE Brochure
Vidéo YouTube: Scanning a Predynastic Granite Vase to 1000th of an Inch - Changing the Game for Ancient Precision! et Ancient Egyptian Vase Scan Update! STL file, More Analysis - and Between the Lug Handles
Site Web: New Video – Scanning a Predynastic Ancient Egyptian Vase down to 1000th of an Inch! et New Video! Updates to the Vase Scan, Responses, and the STL file! (Archive ZIP)
Livres conseiller: Méthodes d'analyse des techniques lapidaires - Transferts techniques en Méditerranée orientale. L’exemple de la fabrication des vases de pierre à l’âge du Bronze - Experiments in Egyptian Archaeology: Stoneworking Technology in Ancient Egypt
Articles conseiller : (Mégalithe et Techniques) - Le travail des roches dures dans l’Égypte ancienne
Intro
Alors les Pyramidiots c'était assez calmé depuis 2020-2022, faut dire, qu'ils ont été très très mal réceptionnés, car il avait trafiquez tous les calculs, on est face ici à du charlatanisme pur et simple.
Pour rappel la Théorie des anciens astronautes existe depuis un moment, puis vers 2012 on à vue une équipe Française arrivé, LRDP, qui se sont mis à affirmé à tous va des mesures de fou, des usinages sur les anciens sites et artefacts de fou, sans jamais fournir de rapport, ou en trafiquant les données. Il se sont mis à critiqué sévère les tous les Historiens, les Ingénieurs de la Terre, bref, un vrai comportement de petit Français égotiques et ignorants, en plus la majorité n'avais AUCUN diplômes et avait vite stoppé l'école.
Les tentatives de dialogues était désastreux, insultes, blocages, le quotidien si on essayai juste de dialogué et d'avoir des justifications, un vrai comportement de religieux extrémistes et immatures, ils étais la Sainte vérités, et le reste du monde le Diable, les historiens satanique! xD J'ai vu des centaines d'Ingés et d'historiens se faire bloqués sur les réseaux sociaux de presque tous les Pyramidiots alors qu'ils essayai juste de dialogué calmement.
Puis en dialoguant avec "Quentin Leplat" en 2020, il à avoué publiquement que ses calculs était faux, avec refus de les refaire! Bref il c'était tuer un peu tous seul, mais apprécions le peu d'honnêteté qu'il à réussi à faire preuve le Quentin. Bizarrement, son article après avait été effacer de son site, sans aucune annonce ni justification, le Film LRDP s'appuyai quand même sur ses calculs. Et c'est le quotidien avec eux, mensonges, refus de reconnaître leur erreurs, suppression des informations... D'ou que maintenant je sauvegarde tous.
Mais les revoilà nos Pyramidiots avec un Vase usiné ultra précis en ce 2023!!!
Présentation de leur trouvaille sur la première vidéo YouTube:
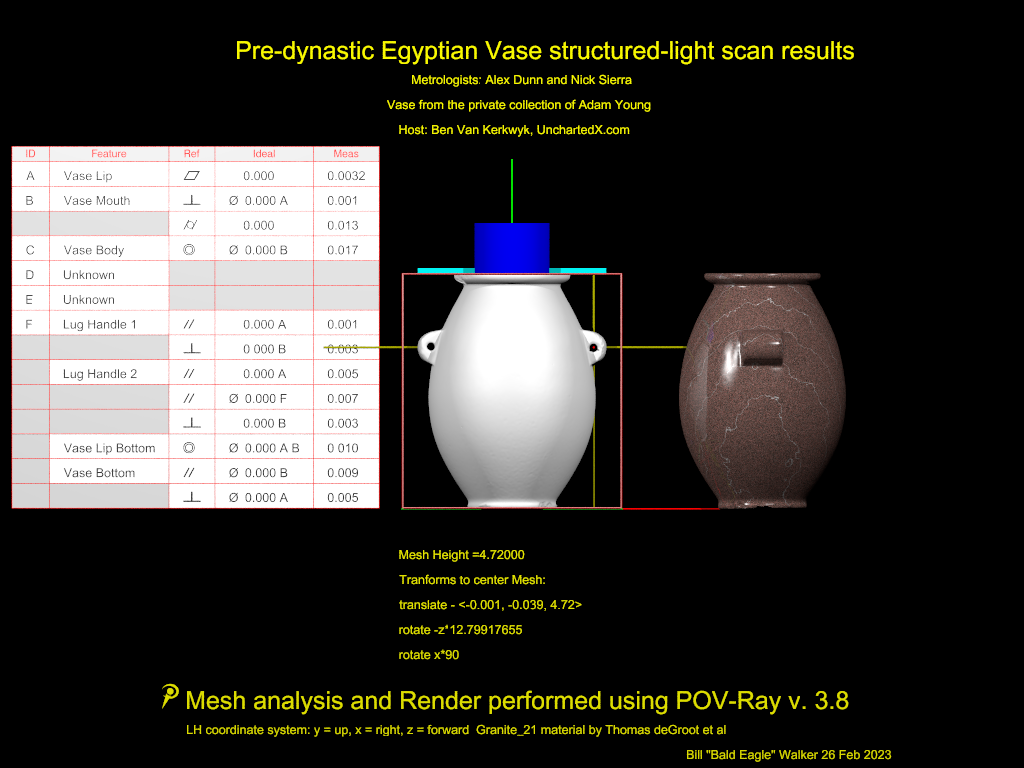
Le débat sur le fait que la technologie ancienne existait ou non et était responsable de la création de la précision évidente trouvée sur de nombreux artefacts anciens a fait un grand pas en avant! Des preuves concrètes et indéniables d'une précision géométrique totalement étonnante ont été découvertes par les métrologues professionnels Alex Dunn et Nick Sierra, sur la base des résultats du scan à lumière structurée d'un vase prédynastique rose-granite, un artefact de l'Égypte ancienne qui a au moins 5 000 ans. Les implications de ces preuves sur l'histoire de notre propre histoire de la civilisation sont profondes.
Bon, je vais tapé fort ici, beaucoup d'informations seront mises, après 12ans que j'étudie les Mégalithes et que je suis les Pyramidiots et leur analyses toutes plus débiles les unes que les autres et trafiqués, je vais tous appuyés, tous démontré, avec liens qui renvoient vers des milliers et milliers de pages à étudiés, rassuré-vous pas besoin de tous lire hein, mais si vous êtes curieux sur un thèmes, allez jetez un coup d'oeil, ou si vous êtes un Pyramidiots tous est en ligne, vous ne pourrez juste plus rien dire scientifiquement.
Le but est d'avancé, pas de stagné dans des idées et informations issue de charlatans.
Dans une premier temps je vous montré quelques vases, puis vous expliqué ce que ce sont les Tolérances Générales en Mécanique, EXTREMEMENT IMPORTANT, ensuite je vais vous montré quelques Pièces scannée de fonderies, en Tôles, usinés, que vous voyez ce que c'est vraiment, ensuite on analysera les vidéos de Ben d'UnchartedX, puis on passera à l'analyse du Vase scanné avec Catia V5, le logiciel le plus chère et complexe au monde, votre voiture et avions est faix avec tous simplement.
Vous aurez ainsi TOUTES les clés en mains pour vous faire votre avis, qui sont les charlatans et incompétent dans l'histoire.
Notes perso et pour les Pyramidiots
J'écrit des articles ici techniques car je suis Concepteurs en Génie mécanique sur Catia depuis 20ans, et Admin d'un des plus gros site sur le Logiciel Catia. Je fait souvent vérifié mes calculs et hypothèse avec des collègues, car je travail en Bureau d'étude, je suis donc entouré d'Ingénieurs et Master toutes mes journées, mon quotidien.
Je n'ai rien contre le sidées Métaphysiques, la preuves avec ce site, et j'obtients de nombreux résultats dans différents domaines qui mérite qu'on s'y attardent:
Note sur la France: Pour rappel vous êtes les seul au monde, 0.01% ) peine à rejeter toutes la Métaphysique, prenez toutes les civilisations (Egypte, Sumer, Grèce,...), l'Asie, ... Les Français vous êtes les seuls au monde à nié tous ceci, d'ou la mauvaise réputations qui les suivent de petite Français prétentieux, alors qu'ils ne savent rien, la majorité n'ont JAMAIS ouvert un livre sur le sujet ni pratiqué. Et d'ou la raison que ce pays meurent intérieurement à force de ne plus croire en rien, excpeter une science ou 99.99999% est inconnue, car la science c'est çà, variable selon les Auteurs, différentes interprétation, et dans 50ans on rigolera de tous nos livres soi-disant scientifique de 2023, il en à toujours été ainsi dans l'histoire de 350 000ans du Sapiens. Mais les Humains ont besoin de croire et s'accroché à quelques chose, c'est humain, instinctif pour son bien être, au final, Pyramidiot ou un pseudo-scientifique Français, c'est la même chose bien souvent, chacun défend ses idées selon son éducation et ce qu'il veut croire, en ayant vérifié de lui même 0.0001% à peine de ce qu'il proclament.
Perso, je n'ai rien contre les idées UFO, en 2023 les pilotes USA et d'autre pays témoignent maintenant librement de ce qu'il voient, niveau scientifique la vie est partout, tous les Textes Antiques parle de Dieu en -400 000 (Voir Sumer), je pratique le Magnétisme et voie l'Energie.... Je suis totalement ouvert d'Esprit je pense. Mais trafiquer les calculs comme les Pyramidiots font, là non je ne peux approuvé ce genre de méthode à base de mensonge, du charlatanisme pur
Etat actuel des Connaissances
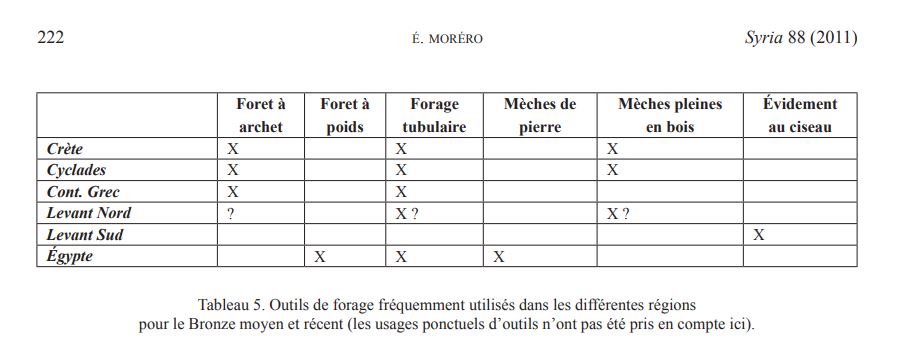
On à maintenant de bonne connaissance je pense des techniques de fabrications de l'époque, surtout Egyptienne. On à retrouvé des milliers de vases, on à les dessins avec Egyptiens, on à des expérience avec, malgré çà, des Pyramidiots se pointent en 2023 à propos d'UN seul et UNIQUE vase scanné, incomplet en plus (intérieur et trous des poignées non scannée).
Denys A. Stocks à consacré tous un chapitre sur les vase (page 139), avec expérience, Élise Morero de même son livre est une référence, mais, bien sur, nos Pyramidiots, ils n'ont rien lu et refuse. Dans 6 mois, il reviendront avec un Scan d'autre choses, et ainsi de suite,... 12ans que ca dure depuis LRDP.
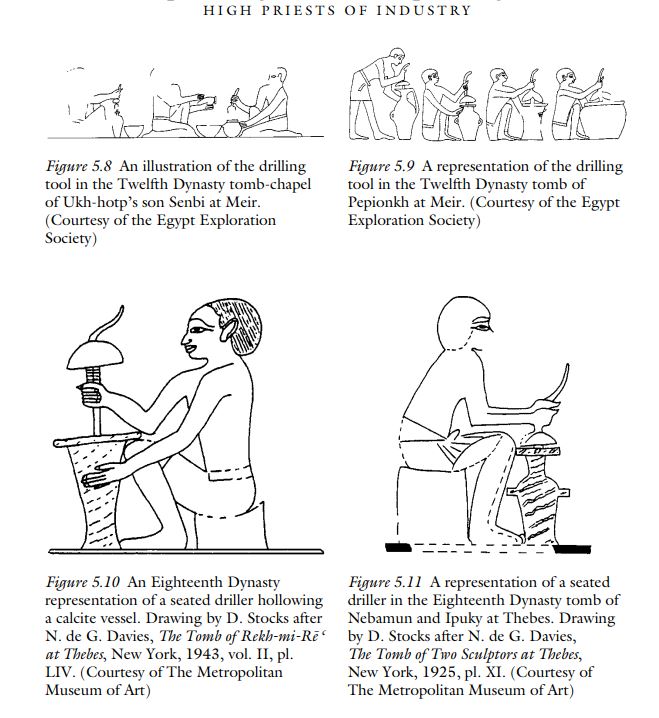
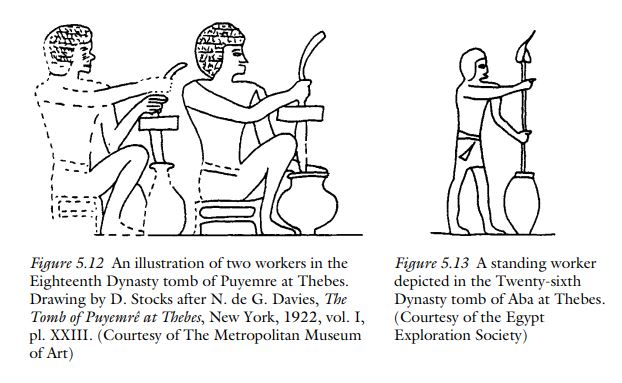
De tous ce qu'on à retrouver, c'est Manuel sans AUCUN doute, suffit de voir les poignées, l'intérieurs des vases, remarquable, mais manuel, avec une précision totalement à la ramasse face à une Machine d'Usinage moderne. Pas besoin d'être Ingénieurs pour comprendre, suffit de voir quelques photos ou d'aller les voir dans un musée.
- Exemple de qualité de Vases Anciens Egyptiens: -3000/-2000 BC



Les anciens avait le même cerveau que vous qui lisez ses lignes, les Egyptiens était primitifs à nos yeux actuel, tous comme ceux qui nous liront en 3000 nous considérera comme primitif, c'est très relatif, et si un nouveau Sapiens est là, comme l'évolution le fait toujours, on paraitra comme des singes même. Pour dire, les anciens trouvais des solutions, pas besoin de crié au E.T. à la moindre ocasion, ce qui ridiculise l'Ufologie au final, les anciens savais faire de belles choses, et même précise:
- Aplanir une sur surface à l'aide d'eau, avec la gravité le plan est donc parfait il suffit de taillé ce qui dépasse, le plateau de Gizeh à été aplani au centimètre ainsi.
- Les surface de tournage avec un Tour sont facile à obtenir, les plus facile en méthode de fabrication.
Par contre, Usiné 2 cylindres l'un dans l'autres précis, avec une coaxialité de 0.02mm, il ne savais pas faire à la main, les vases retrouvés le démontrent bien, je ne manquerai pas d'analyser çà donc en 1er. Une machine ici est requise de précision, ce qu'il n'avais pas, d'ou les imprécisions constaté sur les milliers de vases retrouvés.
Autre chose les Poignées sont des reprises d'usinage, comme on dis dans la jargon méca, on perd ici beaucoup de précision, preuve encore sur les milliers de vases les 2 trous des poignées sont fortement désaxé de quelques millimètres. 1ère chose que j'analyserai. Pour simplifié usinage au centième à 0.00001mm mon cul:

Il est important pour bien savoir interpréter les cotations du Scan de comprendre les techniques anciennes un minimum, et de mesuré TOUTES les cotations, pas celle qu'on veut, chose que font les Pyramidiots depuis des années, il sélectionnent les SEUL et UNIQUE précise, et "oublient" de vous mentionné les 99% autres imprécises.
Ne vous inquiété pas si vous ne comprenez pas tous, c'est normal, la Mécanique est tous un métier, et interprété ce genre de mesures est un niveau Ingénieurs mini avec 10-15ans d'exp. minimum. Je n'ai pas la place non plus de vous faire un cours, cela prendrai des milliers de pages, ce n'est pas le but ici, je vous renverrai donc vers des livres Méca au besoins pour sourcé mes dires.
CNC et Pyramidiots
En mécanique, y'a de nombreux procédés, tous utiles selon chaque cas, plus ou moins précis, chère, rapide,...

Et tous çà, en haut, c'est juste des grandes catégories, qu'on peut déployé, et chaque métier demande des années d'expérience. De tous les sites et Artefacts antiques, on peut disons comparé à certains procédé actuel, mais, nos Pyramidiots, ils n'en connaissent qu'UN!! Un seul et unique! UN! Et c'est le plus précis de tous!!! Précis à 0.001mm soit du Micron!!!

Oki, alors je vais vous montré si vous connaissez pas de la CNC, la précision, les états de surface ultra lisse, les cotations au centièmes partout voir au microns, regardez ses vidéos déjà si vous connaissez pas histoire de vous familiarisez avec la CNC, et ensuite on ira lire les normes liés aux CNC. Regardez aussi les images dans la galerie, zoomer, mais rien ne vaut une pièce réel pour comprendre, voir sur un écran reste limité, il faut les toucher en réel, et surtout les usinés!
99% de personnes satisfaites de voir ce processus de travail CNC
5Axis Machine Cutting HELMET / DAISHIN SEIKI CORPORATION
Le problème est comme d'habitude l'ignorance, pour quelqu'un qui ne connais rien, un Thé Oolong de 50ans ou Pu-her de 100ans sera similaire à un thé Lipton en sachet, un Whisky à 10e similaire à un Whisky Vieilli de 12ans à 150e... Et pour nos pyramidiots un vase abrasé est similaire à une pièce usiné en CNC...
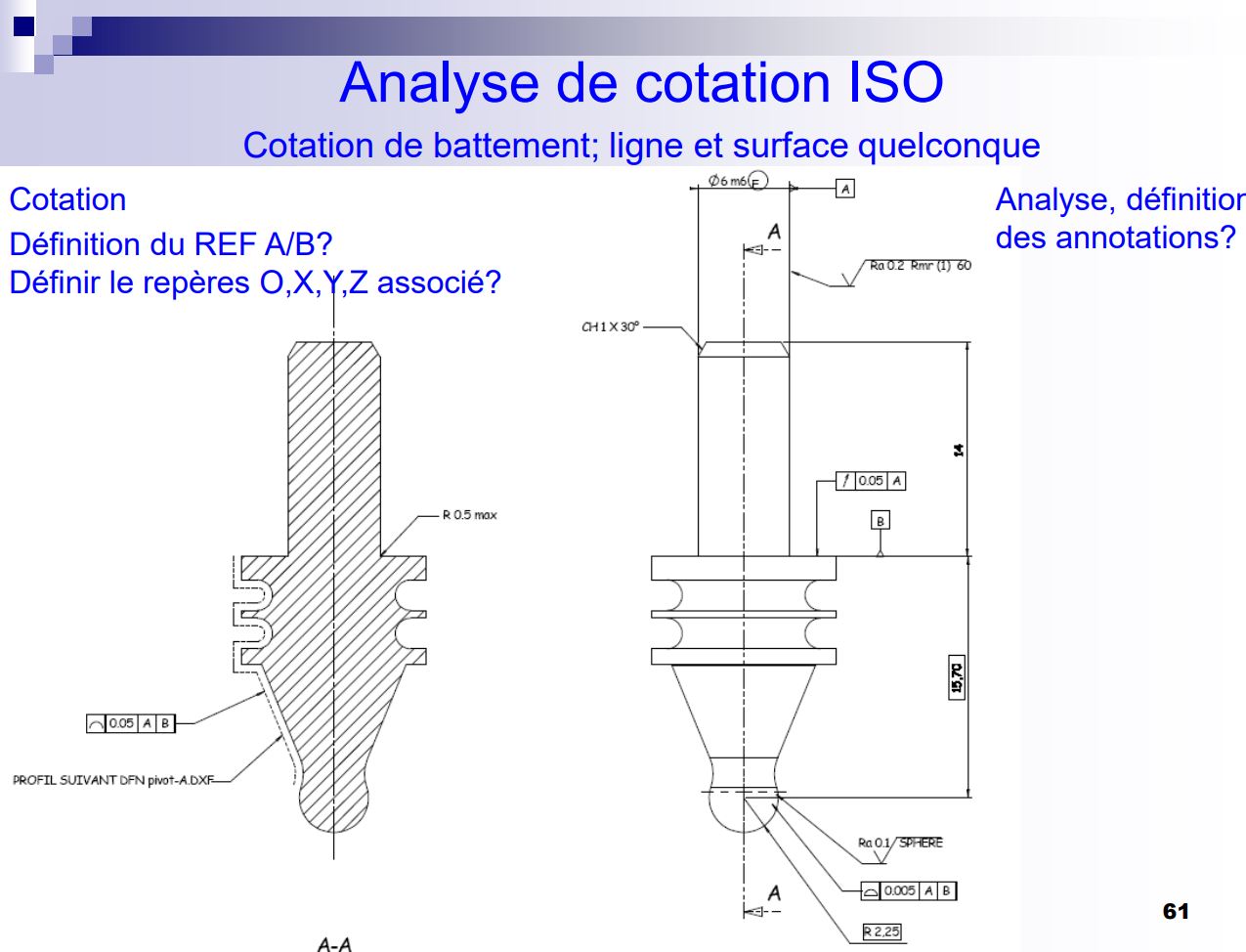
Cotation ISO
Alors les Pyramidiots, je les attendais au tournant sur ce point!!! J'en était sur, qu'il allait essayé de nous la mettre en jouant sur la Cotation ISO. En gros, en génie mécanique, c'est un des points les plus complexes, c'est toutes la cotations géométriques de pièce mécanique. On le voit à l'école, mais la cotation ISO à évolué depuis grandement, je me suis donc formé de mon coté pour mon travail déjà, et puis je m'était dis comme çà si jamais les Pyramidiots essaient de nous la mettre avec çà, on saura les recevoir dignement. Mais de quelle Pyramidiot cela pourrait-il venir???
"Patrice Pooyard" à 0 diplôme il à pas été à l'école, donc aucun risque que ca vienne de lui.
"Quentin Leplat" j'y est pensé, mais il arrive à peine à convertir les dixièmes et centièmes alors faire de la cotation ISO.... Nono.
"Jacques Grimault" oh lui il est encore en procès tous le monde le déteste maintenant, triste, on le verra plus beaucoup, et 0 diplôme en méca aussi.
"Deïmian" oh lui aussi il à pas été à l'école, son surnom est simplet sur les réseaux sociaux pas pour rien la Cotation ISO est inaccessible à son cerveau.
"Christopher Dunn" probable je mettait dis.
Mais non son Fils Alex Dunn! On le connaissais pas lui. Le Papa est de la vielle école, et la cotation ISO il est larguer comme 95% des anciens, pas de leur fautes sur ce coup, mais elle à beaucoup évoluer et changer. Le petit Dunn sort de l'école vu sa tête, il va donc tenté je le sens de nous la mettre! Pas de chance en face de lui il une armer d'Ingénieur Aéronautique en France...
Alors la cotation ISO c'est tous un métier, je vous renvoie dans ma section de Livres Cotation ISO sur lesquels je m'appuie, et la section EXO GPS.
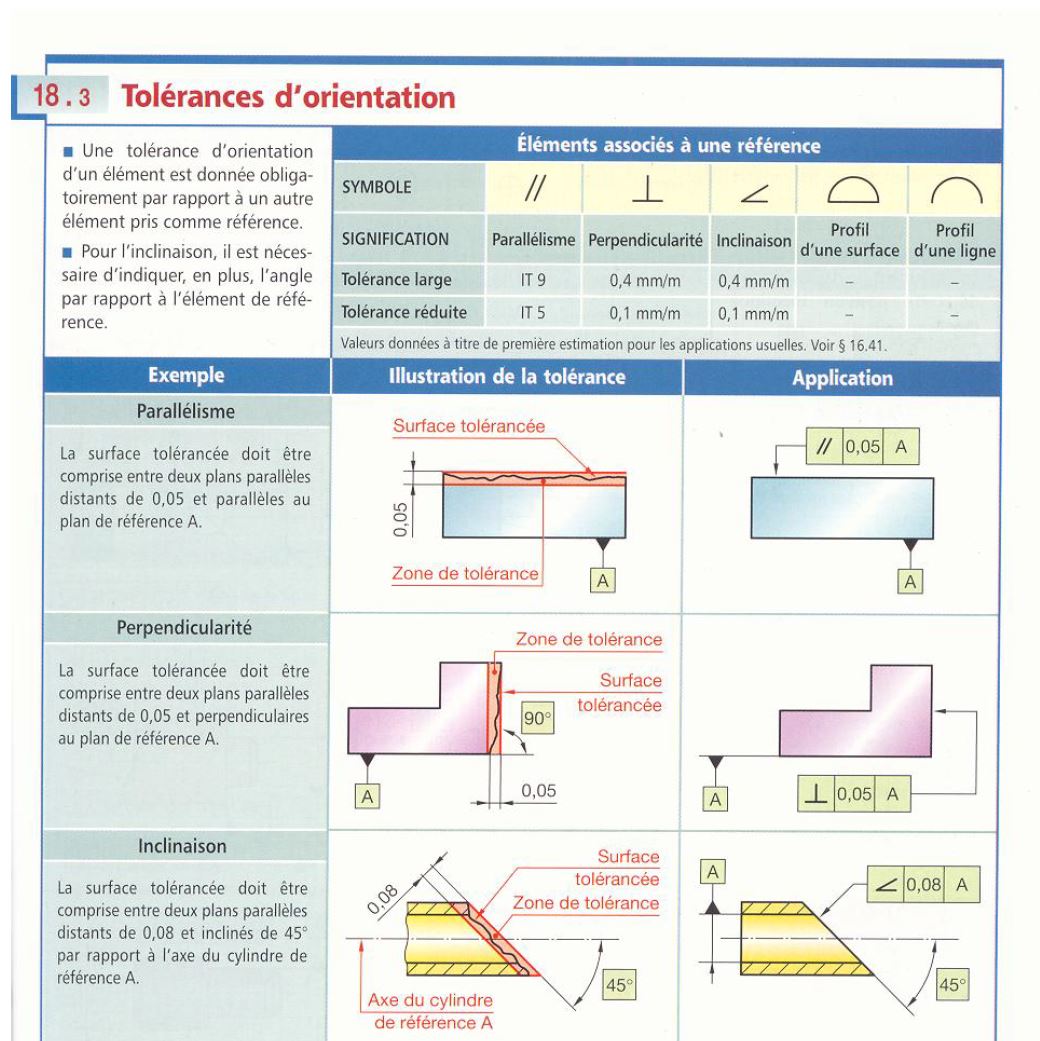
Tolérance Générales
Un point important, extrêmement IMPORTANT, est de comprendre un minimum ceci, vous ne pouvez pas criez à la haute précision si vous ne CONNAISEZ PAS les Classes de Tolérances, chose que bien souvent font les Pyramidiots, d'ou leur noms, ils sont convaincu de haute précision, et ne connaissent pas les précisions des machines, c'est juste totalement stupide.
Si vous comprenez ceci, plus AUCUN charlatan ne pourra vous mentir. Bien évidement, il ne vous parleront jamais de tous ceci. Dans le milieux Ingénieurs, on connait bien tous çà, d'ou qu'on éclate de rire en voyant leur mesures débile.
J'insiste encore quelqu'un qui parle de précision et ne connait pas tous ceci n'a AUCUN CREDIT. J'avais commencé à expliqué ici: Sarcophage de Khéops - Plan et Précisions. Je vais allez plus loin.
On veut tous une précision parfaite, mais, bien sur, c'est impossible, rien n'est parfait, rien, et en Industrie, selon la machine utilisé, les méthodes de fabrications, la taille de la pièce, les cotations et précisions vont varié. on à donc fait des Normes, selon chaque procédés, et, encore plus compliqué, chaque pays peut avoir la sienne. Déjà, je pense que vous commencé à comprendre que criez à la haute précision sur tous les toit est en faite impossible sans une bonne connaissance derrière.
On va faire simple, les Pyramidiots compare aux Machines d'usinages, soit les Commandes numériques, de Tournage et Fraisage 3 voir 5 axes. Et bien, on va allez cherchez la Normes Fr parmi les milliers de Normes actuelle, la NF 22 768 ou ISO 2788 dans le GDI, le livre le plus connu au monde en Génie Mécanique:
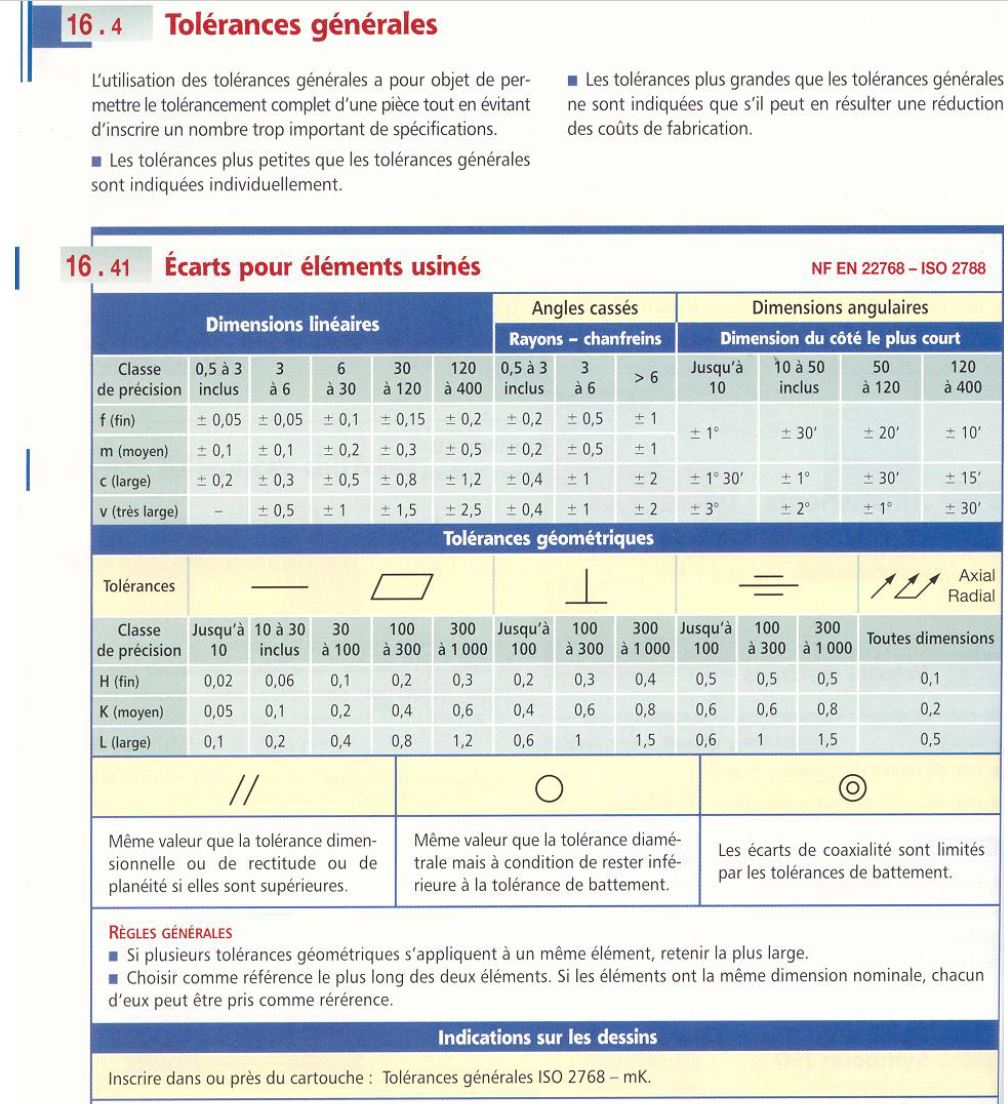
Je rappelle hein, çà c'est une sur des dizaines de milliers de Normes, ou chacune peut exister en plusieurs version et selon les pays vous n'aurez pas les même. Ben ne vous la pas expliqué je pense, lui pourtant sûr de lui, et n'ayant aucune connaissance de la norme ISO 2678, mais sûr que le vase est précis de fou. Donc comment on lis?
Déjà on distingue les Tolérances pour les Dimensions Linéaires, une longueur par exemple, et les Tolérances Géométrique, pour la géométrie, qui est plus complexe. Nous n'avons ici aucune dimension indiqué, et aucun plan, chaque vase étant unique, on n'utilisera donc pas çà, là ou pour le Sarcophage de Kheops on les à utilisés.
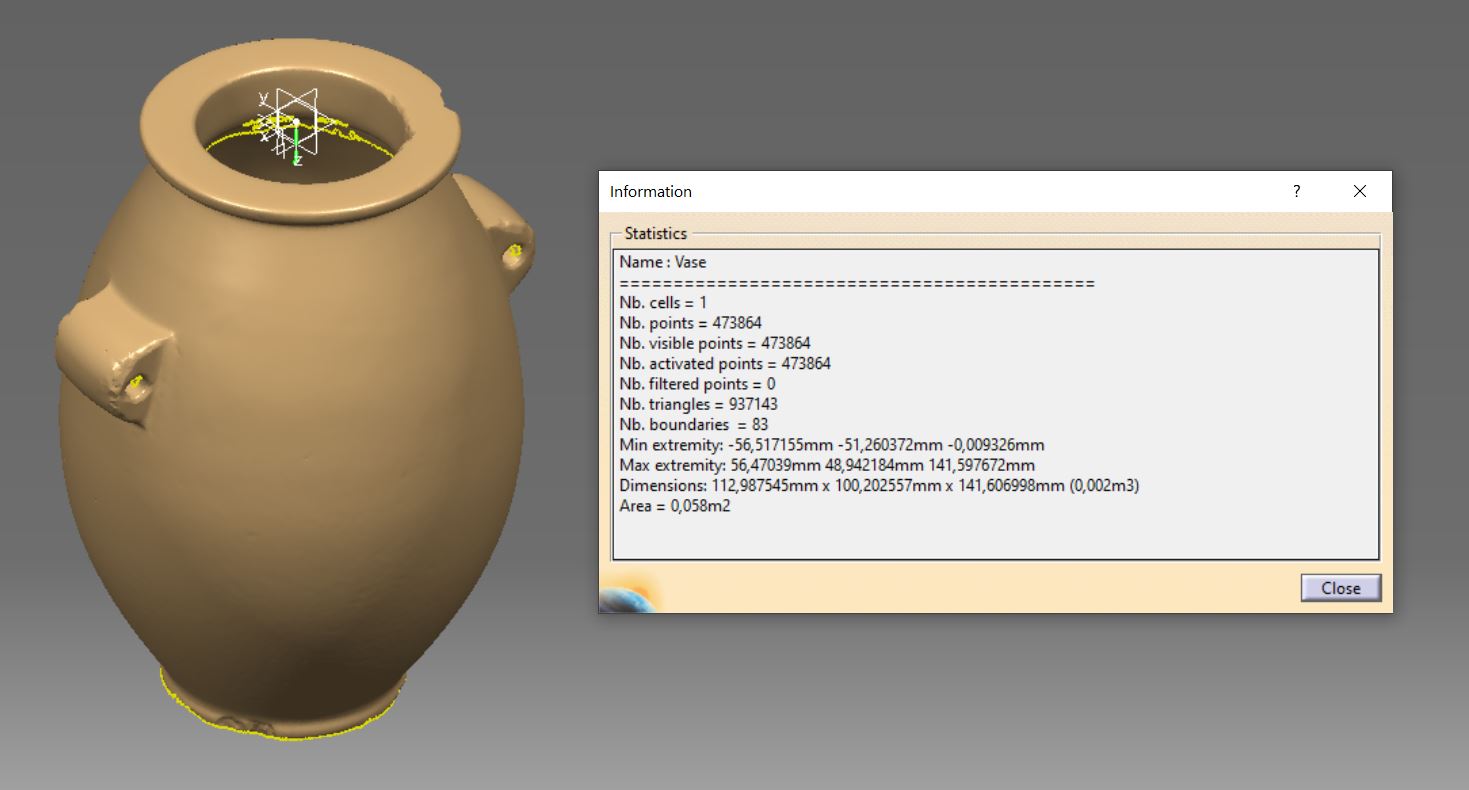
Simple, plus une pièce est grande, plus les intervalle augmentent, car plus ca deviens difficiles pour les machines de tenir une cotation précise. Le vase fait en moyenne 56mm*50mm*141mm pour 470 000pts.
Oki j'ai capter, donc si le vase à une planéité sur le dessus par exemple de 0.2mm (pour du k), que le plan donc ne varie pas dans une tolérance de 0.2mm, c'est précis comme une Machine CN?
Donc, si on à une planéité de 0.02mm c'est meilleure qu'une CN!!! C'est les Extra-Terrestre!!!
Et c'est le drame! C'est là ou les Pyramidiots vous entubes, et on leur à expliqué pleins de fois, mais ca finie toujours pareil en blocage et compagnie quand il savent plus quoi dire...
Alors, je vais tous expliquer ici, simplement, pour des Non Ingénieurs en Méca, sachant que la Cotation ISO est 1000 fois plus complexe, je vais simplifié et prendre des exemples simples.
Les "Tolérances Générales" sont une cotation général, en gros, pour gagné du temps sur un plan, grossière, qui peuvent convenir dans la majorité des cas, exemple votre poignée de salle de bains, on peut laisser la cotation général sur un plan. Mais, écoutez bien, c'est peu précis, et on viens faire une cotation beaucoup plus précise au besoin, exemple, un piston moteur, ne le dimensionner pas avec une tolérance de -/+0.2mm!!! Au vu des effort, il faut coter au micron, soit 0.001mm, et çà, on peut le faire en machine rectifieuse, des machine spécialisés de finition au micron, ou un Alésoir.
Mais restons à une CN classique, on usine au centième les cotations précises, sans AUCUN problème, j'ai usiner plus de 660 000 pièces en Industrie je peux vous en parlez pour l'Aéronautique, alors c'était de la grosse chaines de production, pas super bien payé, ma première fiche de payes était de 800euro pour un mois de février, et ce mois là j'avais eu ma Distrib à faire sur ma voiture pour 600e, il me restait pas grand chose... Et une CN, vous pouvez même usiner à 0.001mm, je l'ai fait, mais ca deviens difficile, il faut faire chauffer la machine, si vous allez boire un Thé (ou faire caca) et revenez, la machine refroidie, et toutes vos pièces sont fausses!
Ensuite, point HYPER important, y'a des cotations très facile à obtenir, comme la planéité et coaxialité, et nos Pyramidiot ne vont faire que jouer sur la coaxialité un peu partout. On va donc étudier plus en détails la Coaxialité.
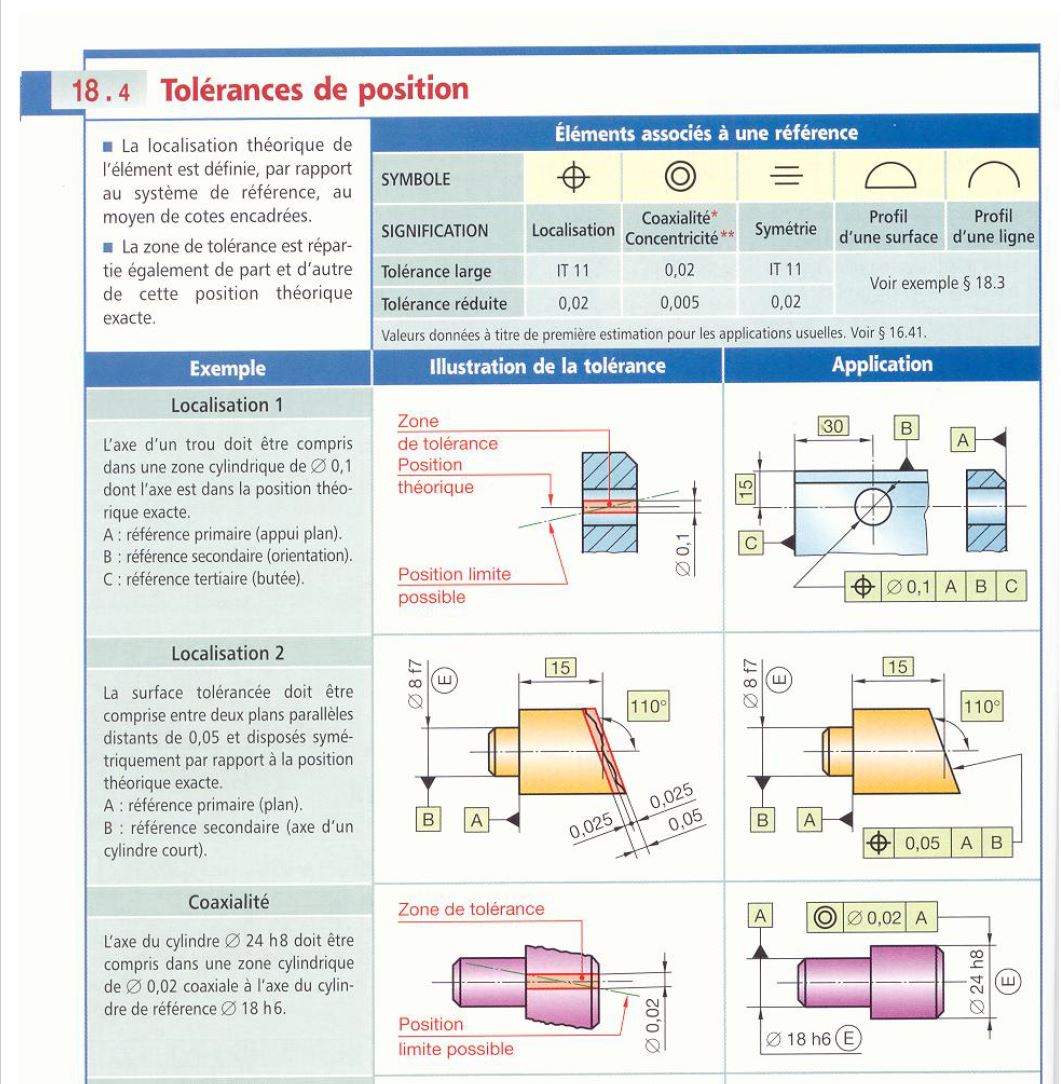
Une pièce de tournage fait sans problème de très très bonne coaxialité, 0.02mm en large! Voir 0.005mm! Maintenant, voyons voir combien il trouve pour le vase d'une super précision mieux qu'une machine:
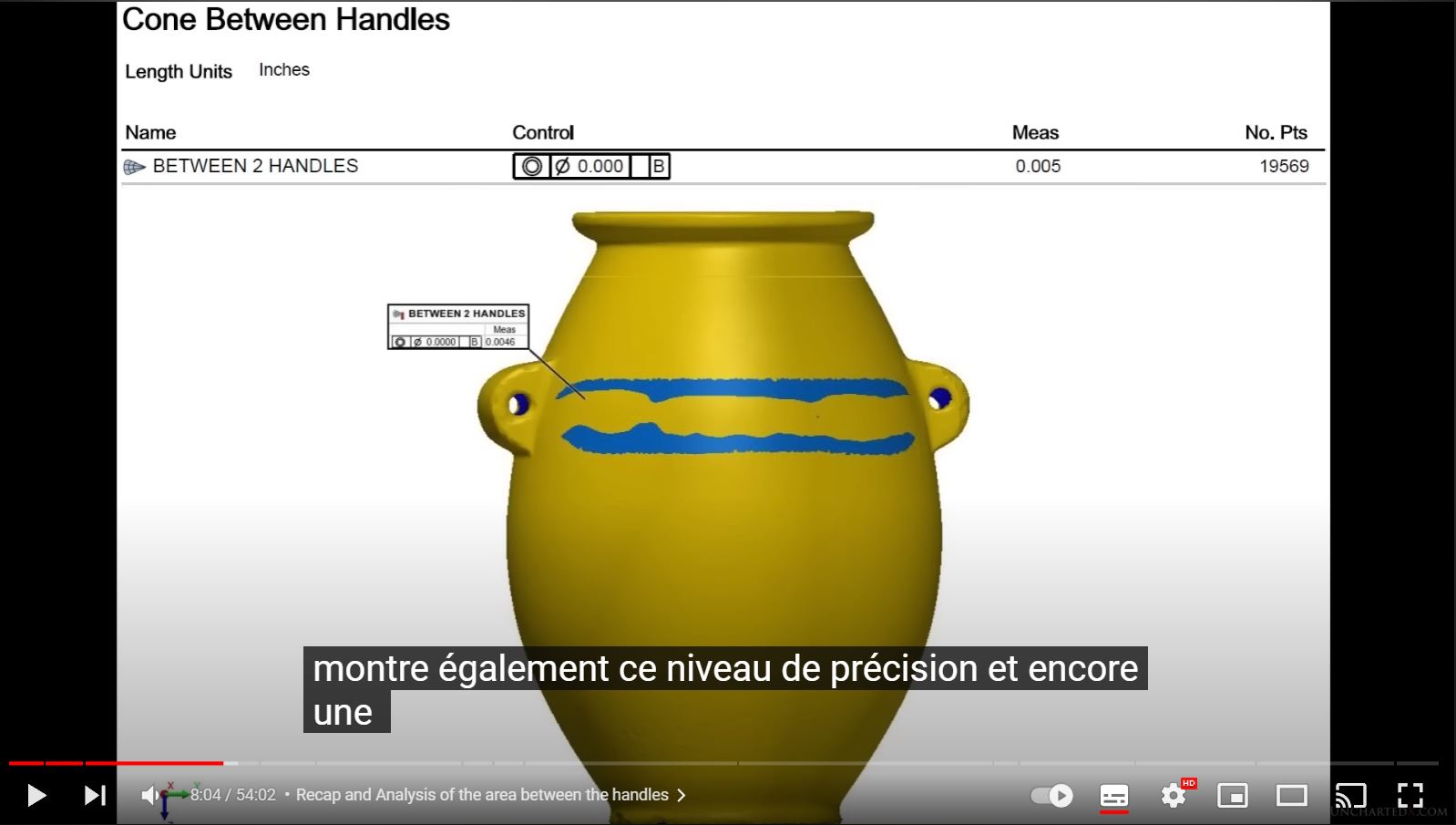
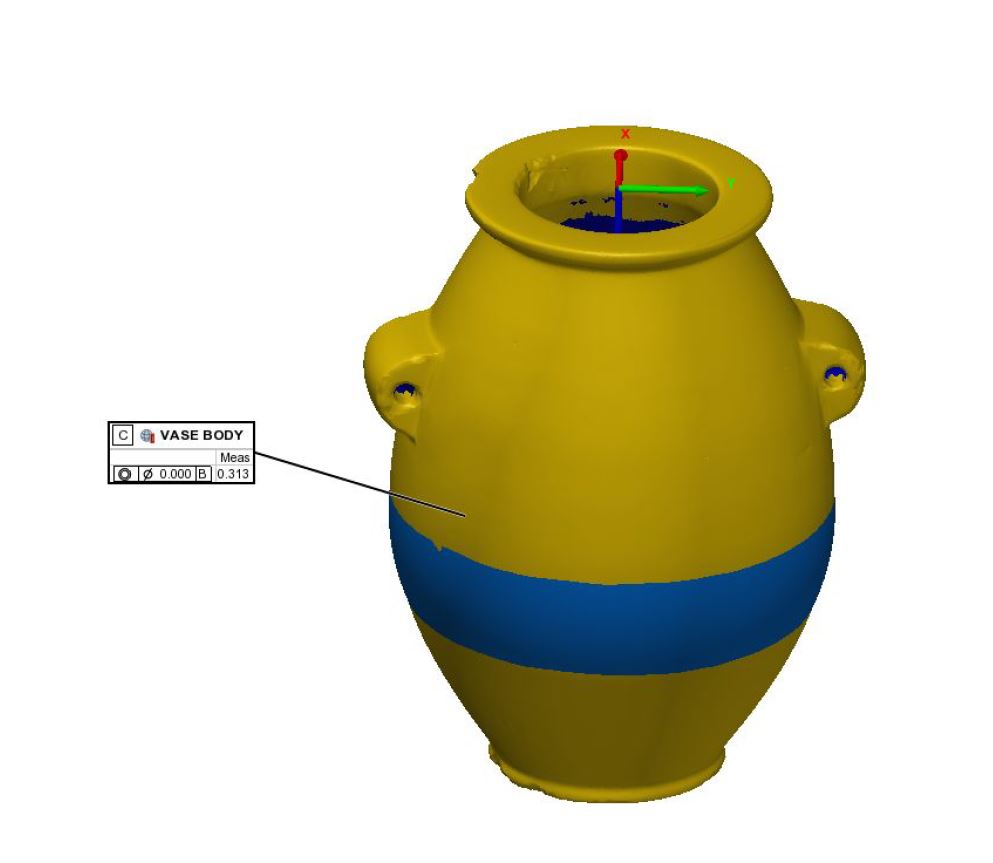
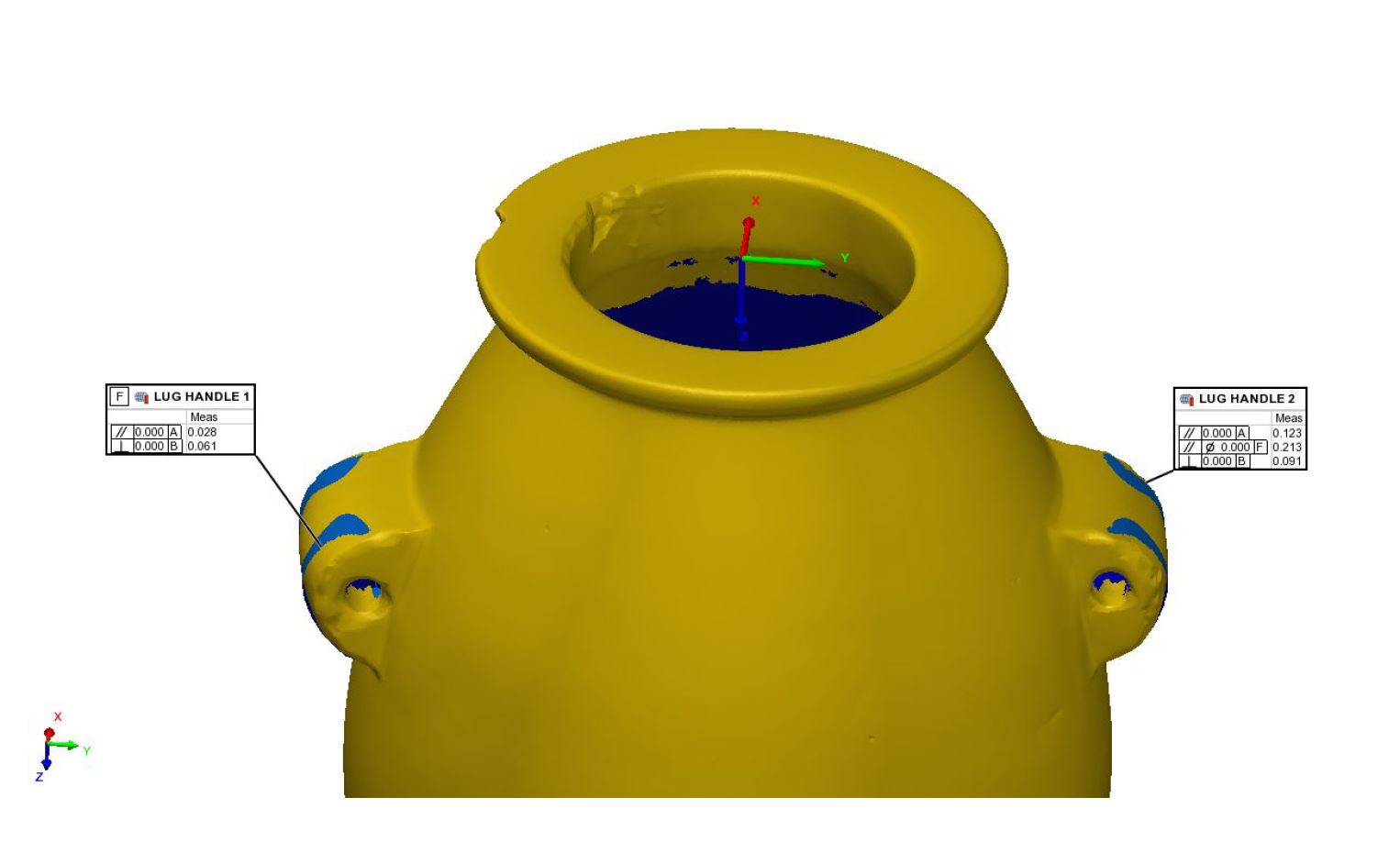
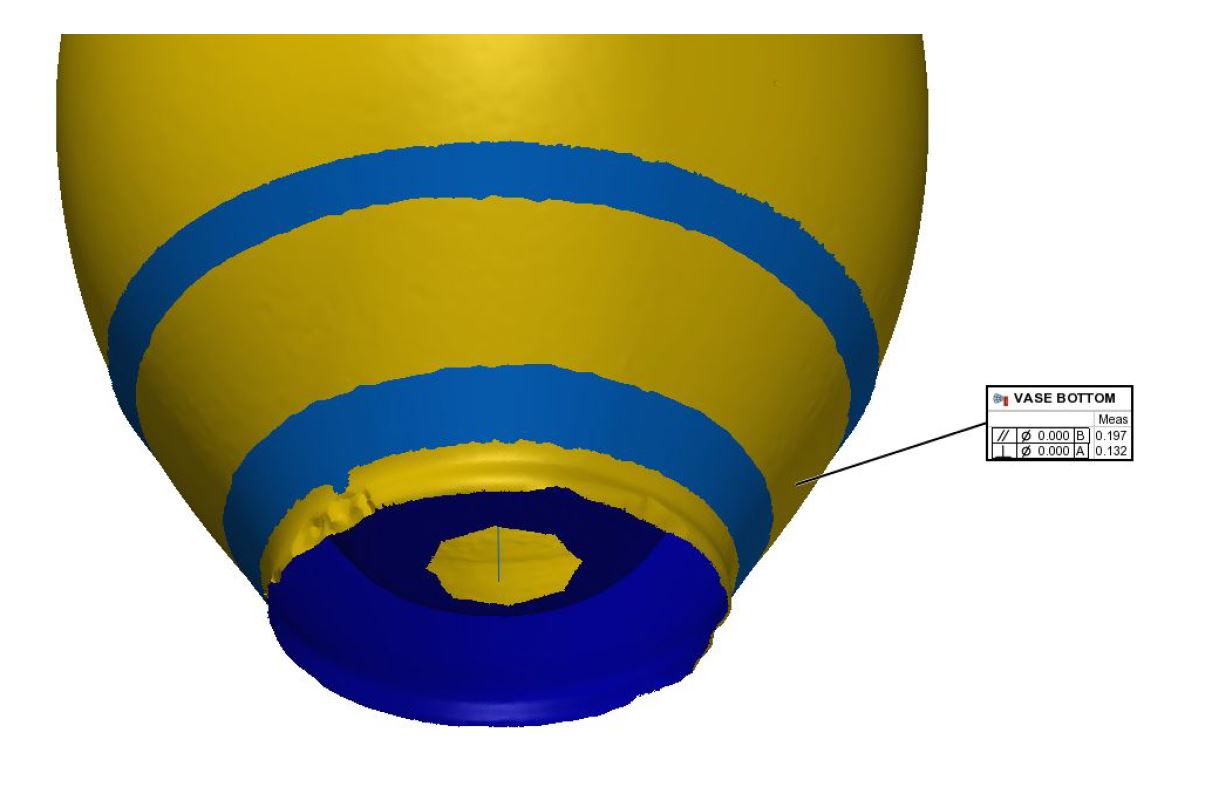
Il ont ici une coaxialité avec l'Axe de la surface bleue et l'axe de la Reference B qui est le cylindre intérieur du haut, de 0.12mm, et ils sont content les mecs!!! Alors oui à la mains c'est bien, super même, mais 5 fois pire qu'une CN au minimum!!!
Planéité voyons voir:
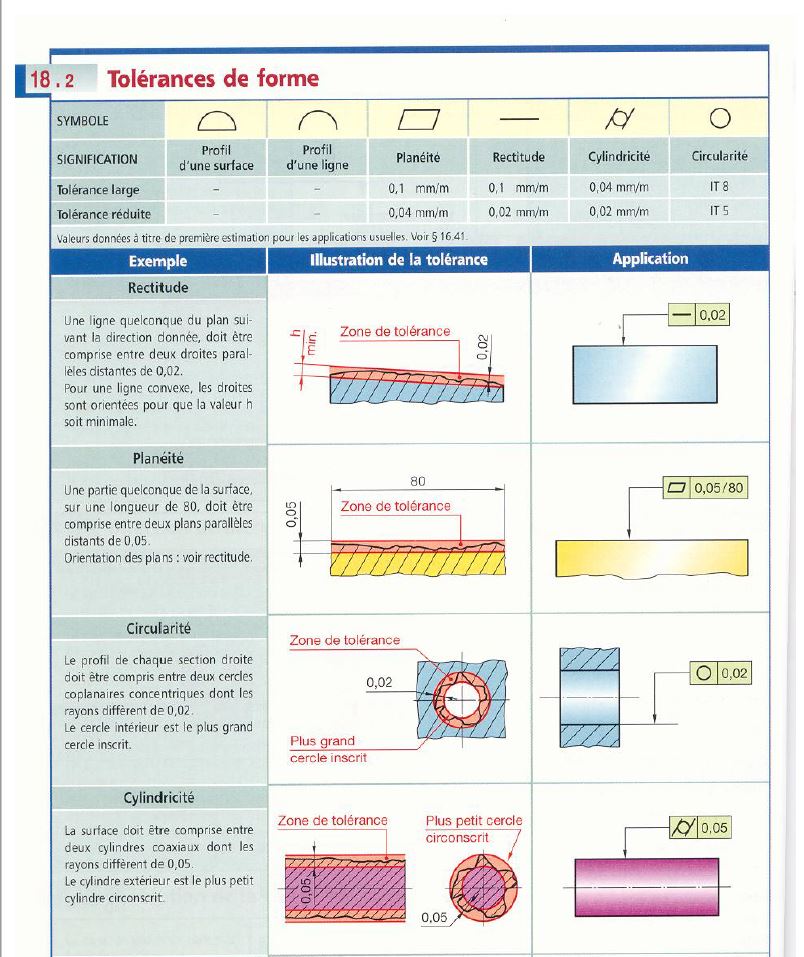
Bon, 0.02mm c'est ultra facile à obtenir, et par mètre! Soit 0.04mm si la pièce fait 2mètre, ce qui démontre la simplicité énorme et facilité de réaliser une planéité ou rectitude.
Et, oui, vous commencé à comprendre ce qu'il refuse de vous dire à chaque fois? Comment il vous entube???
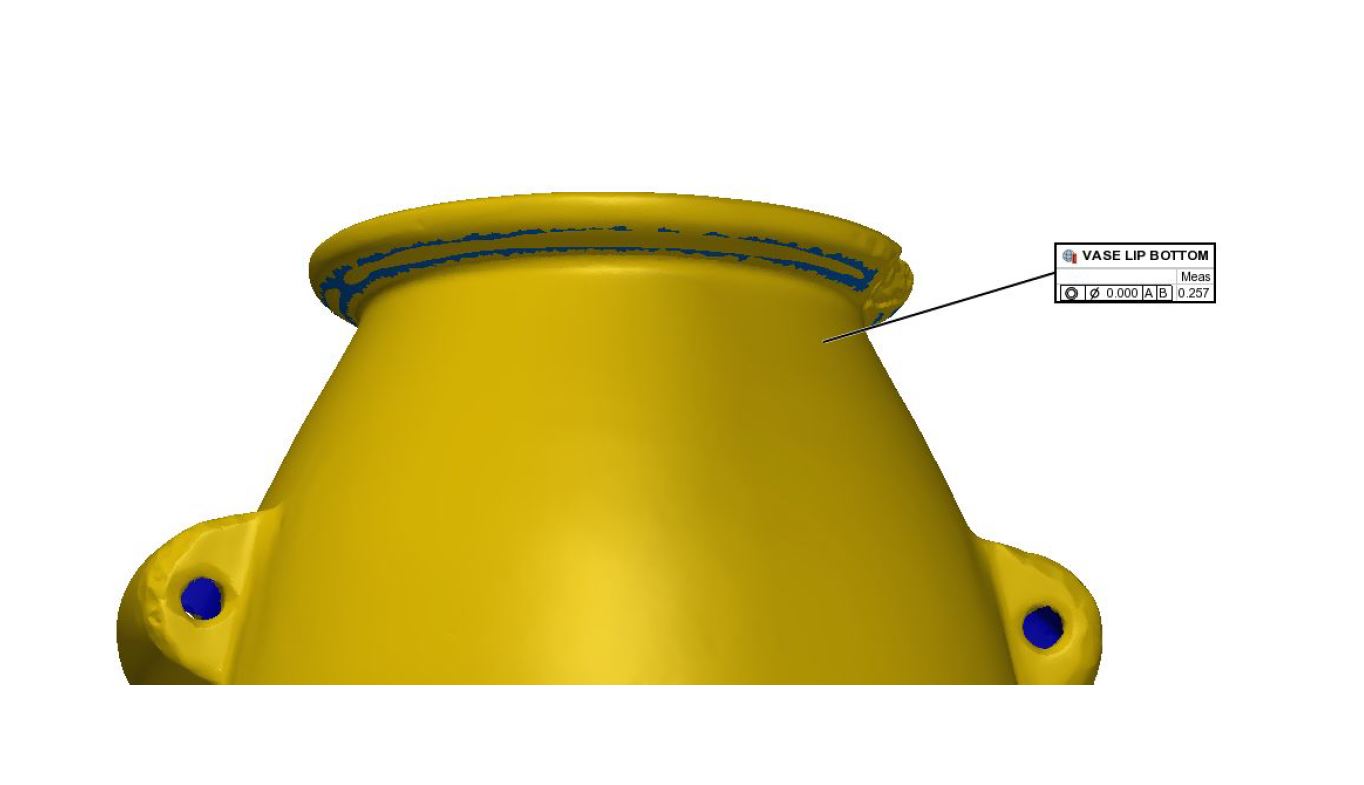
Et çà là, coaxialité de 0.257mm c'est ultra précis ha ba ui....
Si un jour vous sortez çà en CN, c'est que votre outils, enfin plaquette carbure, à casser! Et çà m'est souvent arrivé...
Allez encore pour rire un peu coaxialité de 0.313mm au lieux de 0.05mm classique en CN:

Et puis attendez j'en est encore une meilleure même leur mesures là, faite à la main, sont fausses!!! Vous verrez plus bas il ont utilisé une fonction de simplification de forme un peu trop...

Donc maintenant vous savez, vous êtes armé contre eux, la connaissance c'est le pouvoir et le contrôle, vous avez la connaissance. Postez leur la Norme plus haut quand ils essaient de vous entubé, ils n'auront plus aucun argument, qu'ils essaient de nié, on sera là pour les accueillir de nouveau.
Et je suis même gentil je leur met une cotation ISO GPS qui ressemble à quelque chose:
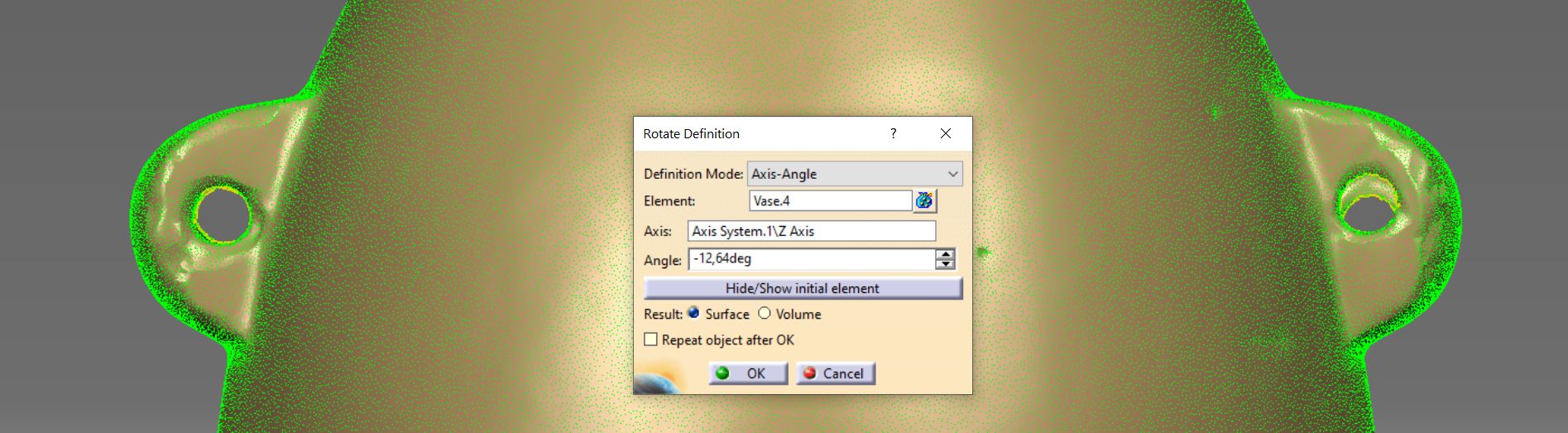
Note sur CATIA V5 et Métrologie
Catia fonctionne par module, certains font de la modélisation Solide, d'autres Surfaciques, et y'en à beaucoup, ce qui fait sa complexité. Catia n'a pas de module dédié à la métrologie de base, c-a-d analyser rapidement une pièce scanné avec la Cotation ISO de départ (fichier CAO NURBS), mais peut bien sur le faire, mais ca sera plus manuel et assez lent, me concernant je connais très bien Catia, et en utilisation occasionnel çà fait très bien l'affaire, je l'utilise donc ici. C'est même très bien je dirai car je fais tous en mode manuel, les Pyramidiots ne pourront rien dire, pas de fonction AUTO, tous en mode manuel, avec tolérance et impression écrans à chaque étape.
Mais si vous êtes Métrologue et passer votre journée à faire de la métrologie, alors un Logiciel plus adapté est en général utilisé comme GOM Inspect ,Geomagic Control X, VXelements, ou Polyworks pour le Vase. Sur ce secteur y'en à tous un paquet qui font un peu tous la même chose avec de beau site et tous pour essayé de se démarqué de la concurrence.
Ou bien il existe des solutions intégré à V5 comme PRELUDE V5 Inspect ou Metrolog X4.
Note sur les Scanners
Le Scan est à la mode depuis quelques années, surtout avec l'impréssion3D et le fait qu'on peut le faire avec son Téléphone, mais c'est assez pourrie soyons honnête et totalement inutilisable pour un Scan de métrologie au centième (0.01mm). En 2023, un bon Scanner précis c'est dans les 30 000e bien souvent.
Et oui d'ou que j'ai toujours peur quand je manipule un Scanner qui coute plus chère que ma voiture. xD
Pour apprendre quelques bases les Dossiers du site Aniwaa sont TOP:
- Catégories de scanners 3D et types de scanners 3D (Archive PDF)
- Les technologies de scan 3D et le processus de scan 3D (Archive PDF)
- Les meilleurs scanners 3D en 2023 pour chaque application (Archive PDF)
- Précision et résolution en numérisation 3D (Archive PDF)
- Les meilleurs scanners 3D de métrologie en 2023 (Archive PDF)
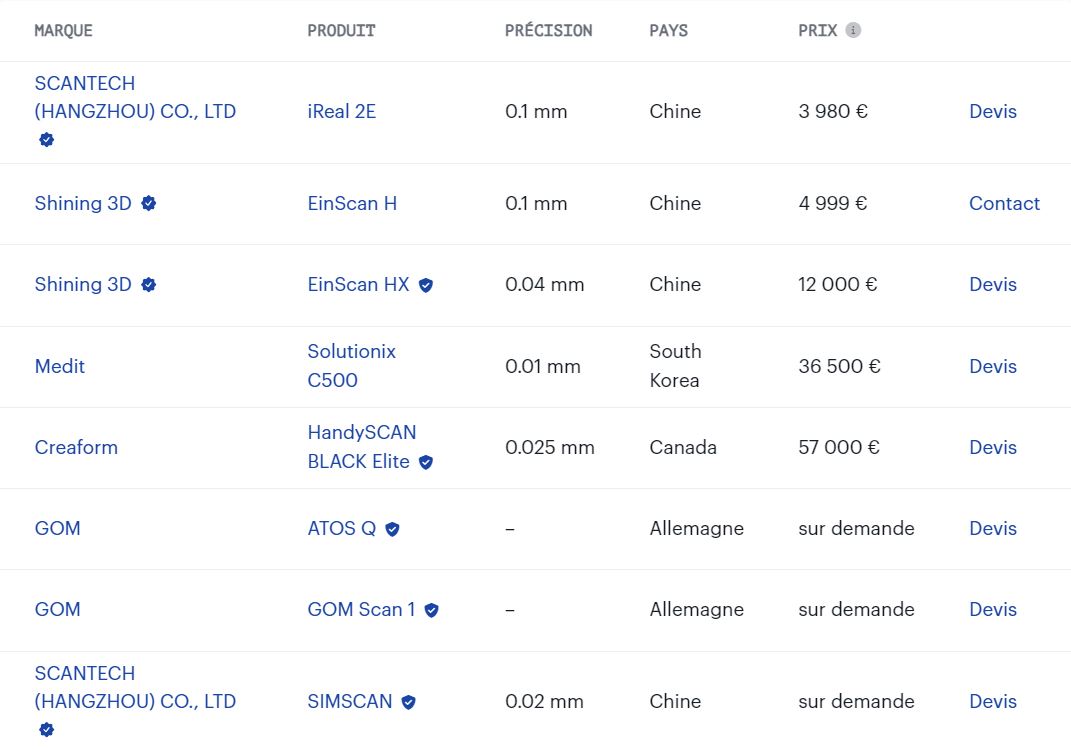
Donc, si vous avez un peu lu ou pas, peu importe, un Scanner pour la métrologie, dans les 0.02mm, c'est du lourd!!! le TOP du TOP à 60 000e! Il rigole pas les Pyramidiots... Et c'est la résolution de maillage, point par point qu'il nous faut, la taille du Mesh en gros.

Problème, il donne pas la ref. du Scanner!!!

Le plus important il le donne pas! Déjà çà commence très mal, en société, personne ne fera de Check de votre Pièce déjà tellement c'est non Professionnelle, au pire c'est la porte, vous serez viré direct surtout au USA ou UK, pas de CDI protecteur comme la France.
J'ai lu et vu toutes ce qu'il ont fournie on sait que c'est un GOM à lumière structuré précis à 0.02mm, mais lesquels!!!??? Alors on à çà dans leur vidéo:
Super, sur le tableau en haut on à 0 specs, je vais devoir faire leur boulot tellement les mecs sont incompétent, ou bien, il le disent pas parcque le Scanner en faite est non précis à 0.02mm???

C'est un ATOS Core si je me fie à cette photo dégueu:

Une vielle gamme plus en vente de 2013. Si on se fit à ce tableau dans la Doc officiel GOM pour 0.02mm en taille de Mesh, c'est un GOM ATOS CORE 45 (avec capteur 5M):
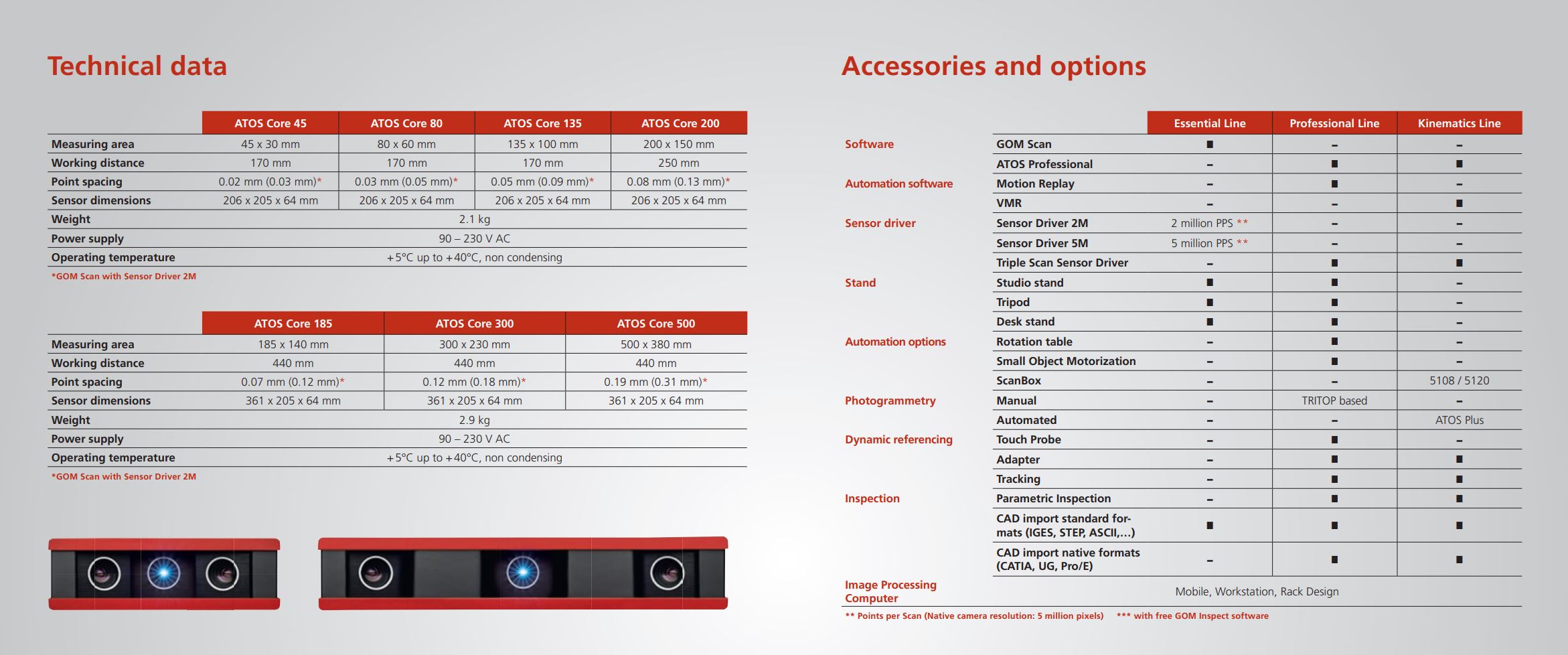
Précis à 0.02mm pour la version avec Capteur à 5M seulement!
Sauf que, y'a pas un truc qui vous choc???
Vraiment vous voyez pas??? Allez je vous laisse trouver cette erreur magnifique qui va rester dans l'histoire en Génie Mécanique comme l'erreur la plus stupide des Pyramidiots! Au moins ils vont marquer l'histoire à leur façon...
Vous avez trouver??? Le Scanner existe en 2 tailles, regardez la photo de leur vidéo, il s'agit du plus grand, de Longueur L 361mm (observez l'espacement entre les 3 lentilles), donc, c'est un GOM ATOS CORE 185, 300 ou 500!
Donc, alors, c'est quoi encore cette stupidité de nos Pyramidiots, ils ne savent même pas lire une Docs, ou il espéraient nous la mettre encore? Baby Dunn tu prend les Ingénieurs en Aero pour de vrai crétin ou quoi???
On est sur du 0.07mm au mieux voir du 0.19mm au pire, donc, le rapport est déjà TOTALEMENT FAUX !!!
On ne mesure pas un Vase de 0.02mm en précision avec un Scanner de 0.07mm voir 0.19mm!!!
Bon, je pourrai m'arrêter là, tous est faux, vraiment, une blague ce rapport, mais je vais continué pour vous montré les VRAIES précisions du Vase.
J'ai hâte de lire les commentaires pour voir comment ils vont se faire incendiez de partout, ba ui se moqué des gens ca marche un moment, Ben et baby Dunn aiment l'argent et la gloire, mais un moment le mensonge, bon, ba ca dure pas, tous finie pas se savoir les gars...
Vidéo 1: "Scanning a Predynastic Granite Vase to 1000th of an Inch - Changing the Game for Ancient Precision!"
Une photo d'un Scanner pris au hasard sur le Net çà commence super bien....

18min. Alors ils ont utilisé Polyworks, un logiciel peu chère et pas un des mieux, après, pour scanné un vase, une solution simple suffit, c'est oki, mais on est loin de solution dédié meilleure. J'ai demandé à mon taf à la section dédié au Scan, ils ont test et refusé le contrat avec eux, logiciel trop limiter. La pub est TOP sur leur site, beaucoup de blabla, j'ai été tenté de l'utilisé voir un peu mais je vais resté sur Catia.
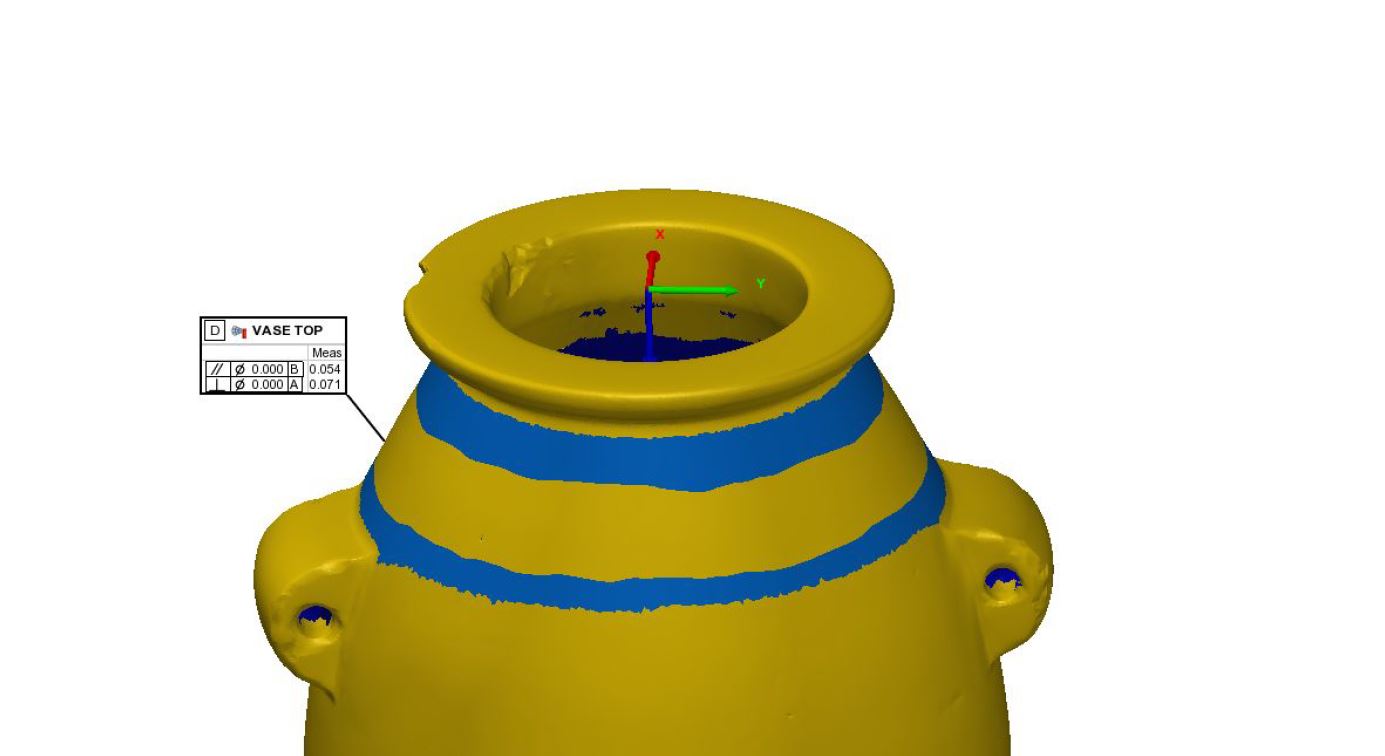
20min. Ils ont utilisé en référence de départ la surface du dessus, la plus précise, annoncé à 0.08mm de planéité:
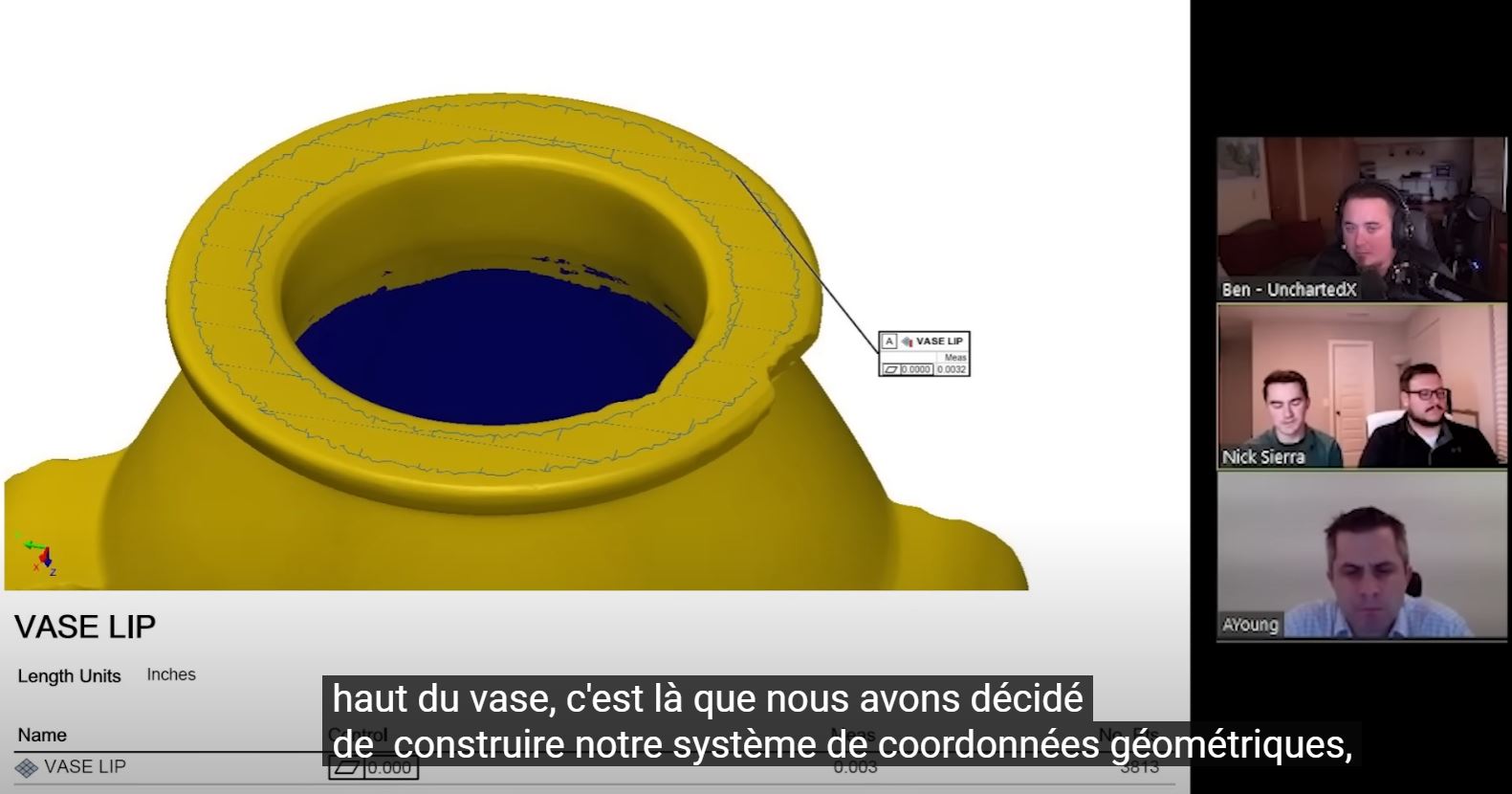
Oki c'est notre REFERENCE A de départ, parfait, on pourra ainsi mesuré les Perpendicularités et Symétries à partie de là.
20min. Oula, alors, si je comprend bien ce qui dise, Ben dis que la surface de dessus est obtenue juste en frottant Pierre contre Pierre!!! Mais alors, la côte la plus précise du vase, c'est fait à la main??? Mais qu'est-ce qu'il raconte faudrait savoir, tous est ultra précis usiner au laser, maintenant la seul et unique face précise est juste faite en frottant. C'est à n'y plus rien comprendre à ses Pyramidiots. Le jeune Dunn semble pas d'accord avec Ben, qui dis en gros que c'est pas important puisque le reste est ultra précis. Ca commence mal je dois avoué, le fils est-il pire que le père en "Pire Ingé Aero" ?
Pour rappel je soupçonne fortement le père d'avoir payé son diplôme dans une école au USA, j'ai montré ses travaux à pas mal d'Ingés et Masters Aero dans mon travail depuis 10ans, 100% on tous dis qu'il n'est en AUCUN cas un Ingénieur, toutes ses mesures sont totalement fausses et orienté, un charlatan pure sans aucun doute, point de vue que je rejoint. Voir Dérive : (YT) - UnchartedX et Dérive : "Christopher Dunn".
21min. On à ici selon eux une perpendicularité parfaite à 0.02mm par rapport à A:

Bon, alors, déjà, un Ingé n'utilise JAMAIS les termes parfaits, c'est la première chose que j'ai apprise en BEP Micro-mécanique, la perfection, çà n'existe pas, et ca ne veut rien dire, mon Prof nous l'a bien appris et marteler. 12ans maintenant qu'on crie un peu partout qu'il ne faut pas utilisé ses terme en plus, pas faute de l'avoir dis X fois, et on devrais pas apprendre çà à un Ingénieur, enfin soi-disant Ingénieur...
Le cylindre en bleue à une cylindricité de 0.32mm, soit une patate. C'est leur référence B.
27min. Oula les Ingés expliquent à Ben un système d'Axe on sent qu'il à déja mal à la tête le Ben...
28min. Marrant, mais, en matant leur vidéo, on dirai que le jeune Dunn est paumé, du genre "Qu'est-ce-que je fais là? Qui suis-je?"
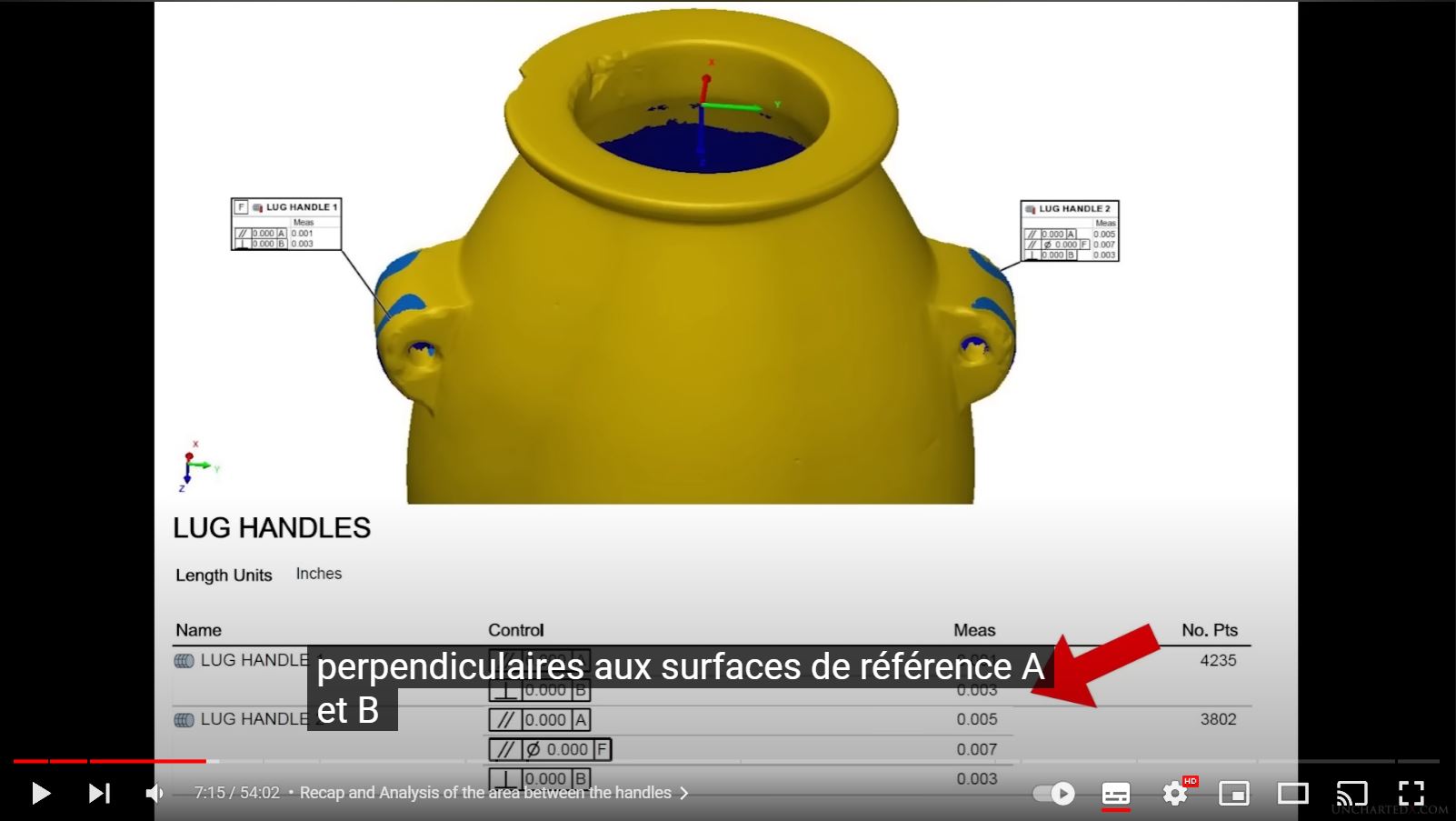
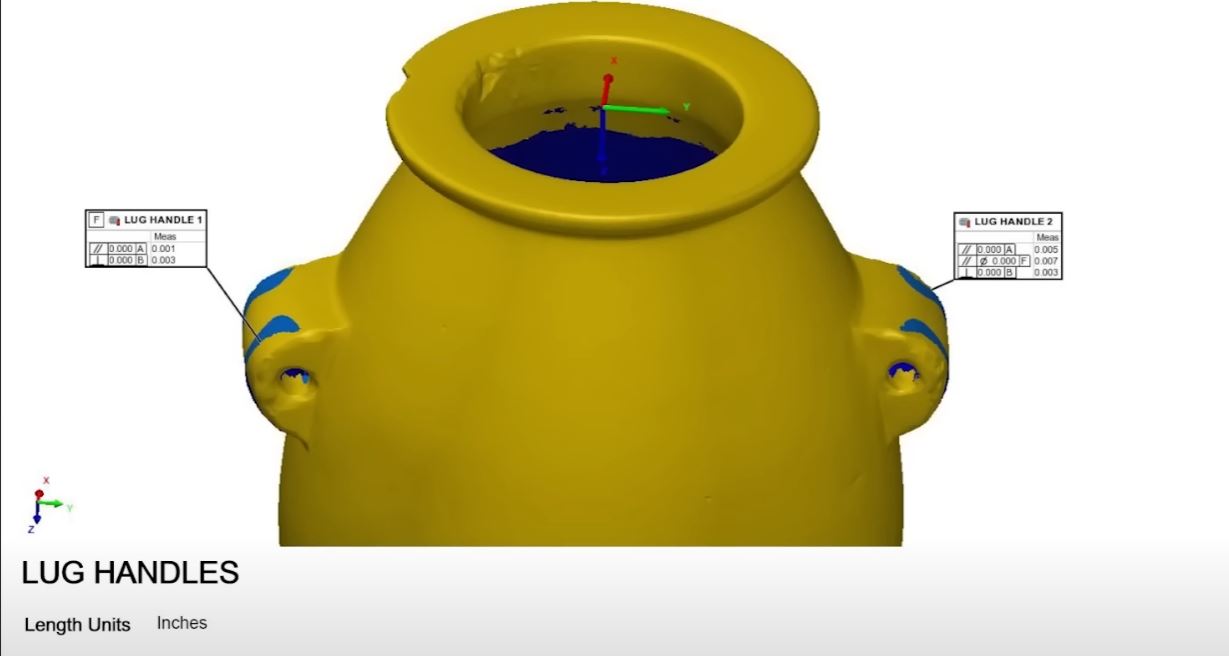
30. Analyse des Poignées:
Euu, je crois que, euuu...

C'est l'Axe la Reference F là? Prise avec des points incurver autour du trou qui n'a même pas été scanner???

Les trous sont dégueu et totalement désaxer, comme tous les vases d'Egypte, mais comment il trouve ses valeurs de haute précisions???
Ou bien les 2 surfaces en patates d'une poignée sont perpendiculaire à A??? Ca veut rien dire....
Et pourquoi l'intérieur d'un trou est bleue clair y ont pris les mesures comme çà?

Bon j'ai rien compris, ca ne veut rien dire et c'est non normaliser, il font juste n'importe quoi. La seconde vidéo reviens dessus, pas étonnant ils ont du se faire défoncer dans les commentaires. Je soupçonne le jeune Dunn d'avoir fait une école payé d'Ingénieur, il n'a clairement pas un niveau Ingénieur, et je sais de quoi je parle je le suis, et bosse avec eux depuis 15ans tous les jours.
35. Il tourne en boucle, haute précision, impossible d'être un travail manuel... De vrai méthode sectaire il répète répète histoire que çà vous rentre dans la tête de force.
40. Alors il trouve un belle alignement des poignées au comparateur. A check, possible avec l'aide de Gabarit en bois. Comme le montre l'image plus haut, c'est juste horrible la précision, les Pyramidiots vont allez cherché LA seul et UNIQUE cotation précise, tous le problème est là, c'est du mensonge et il déforme les données en selectionnant ce qui les arrange, même si 99% des données vont à l'encontre de leur idées.
41. Oh non il recommence avec çà... Les images superposé comme le père Dunn avait fait sur les Statues...
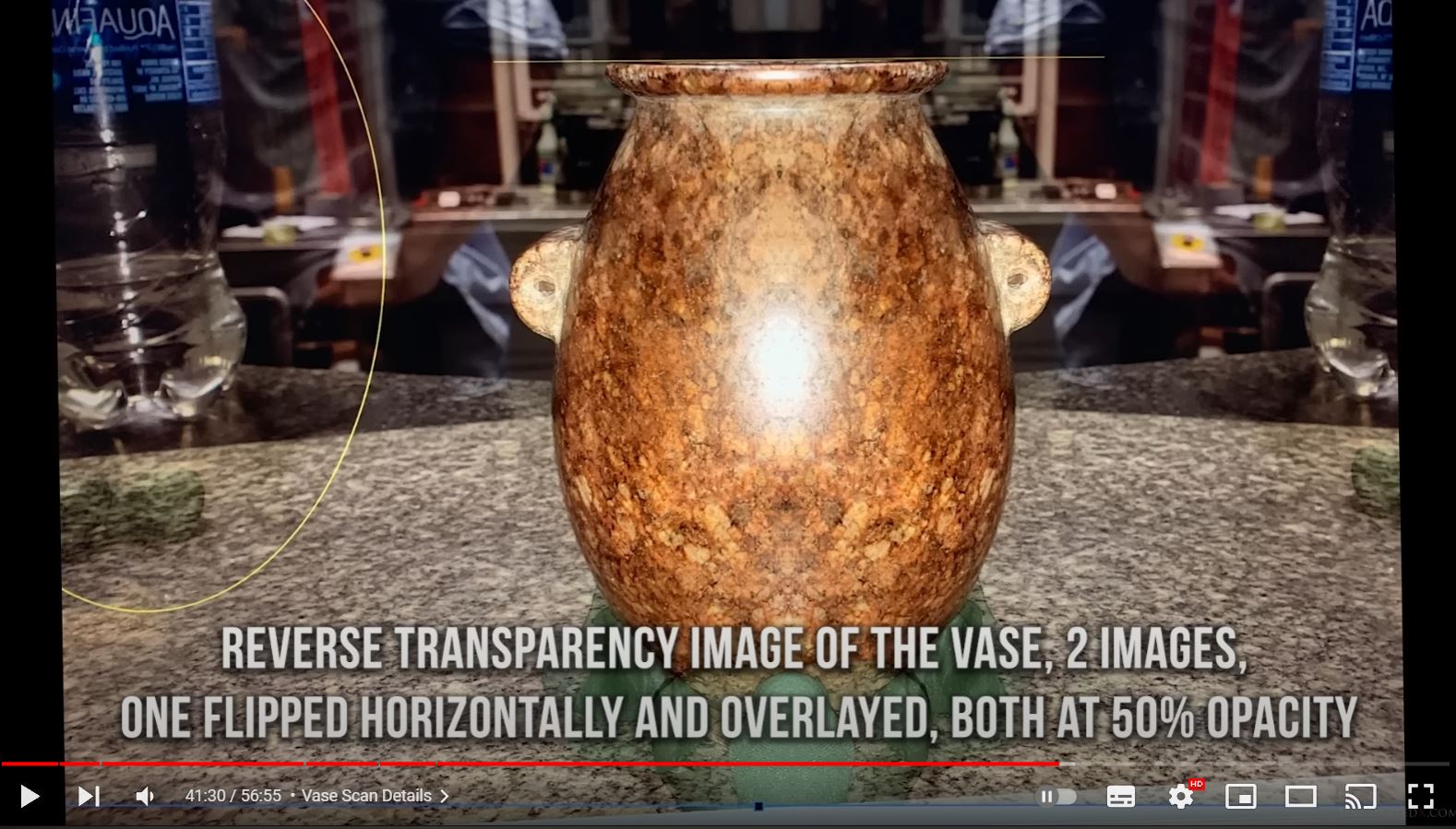
Ils vont être déçues les petits quand je vais leur montré plus bas comment on utilise un vraie logiciel de CAO... Par contre on à le droit à aucune valeur, et? Donc? Bon voilà c'est beau, Ben est content. La suite.
41. Oh non...
Qu'est-ce qu'un Parallélisme fou là sérieux. Et les valeurs de diamètre c'est pour les chiens? Quelle sérieux les gars....

Excusez-moi mais quelle merde ce rapport, le pire que j'ai pu lire en 25ans de méca, c'est juste Irrecevable en l'état. Dans l'Industrie vous faite çà vous êtes viré dans les 5minutes. Y'a rien qui va, là faut tous leur apprendre et reprendre les base élémentaire total.
La Cotation ISO GPS à été faite pour communiquer bien, de façon mondial, qu'on se comprennent rapide, vite, sans problème d'interprétation, ici on y comprend strictement rien tellement rien n'est respecter en Normes. En faite c'est simple, ils ne les connaissent tous simplement pas, et s'extasie devant une cotation ISO fausse et des valeurs qu'ils ne comprennent même pas.
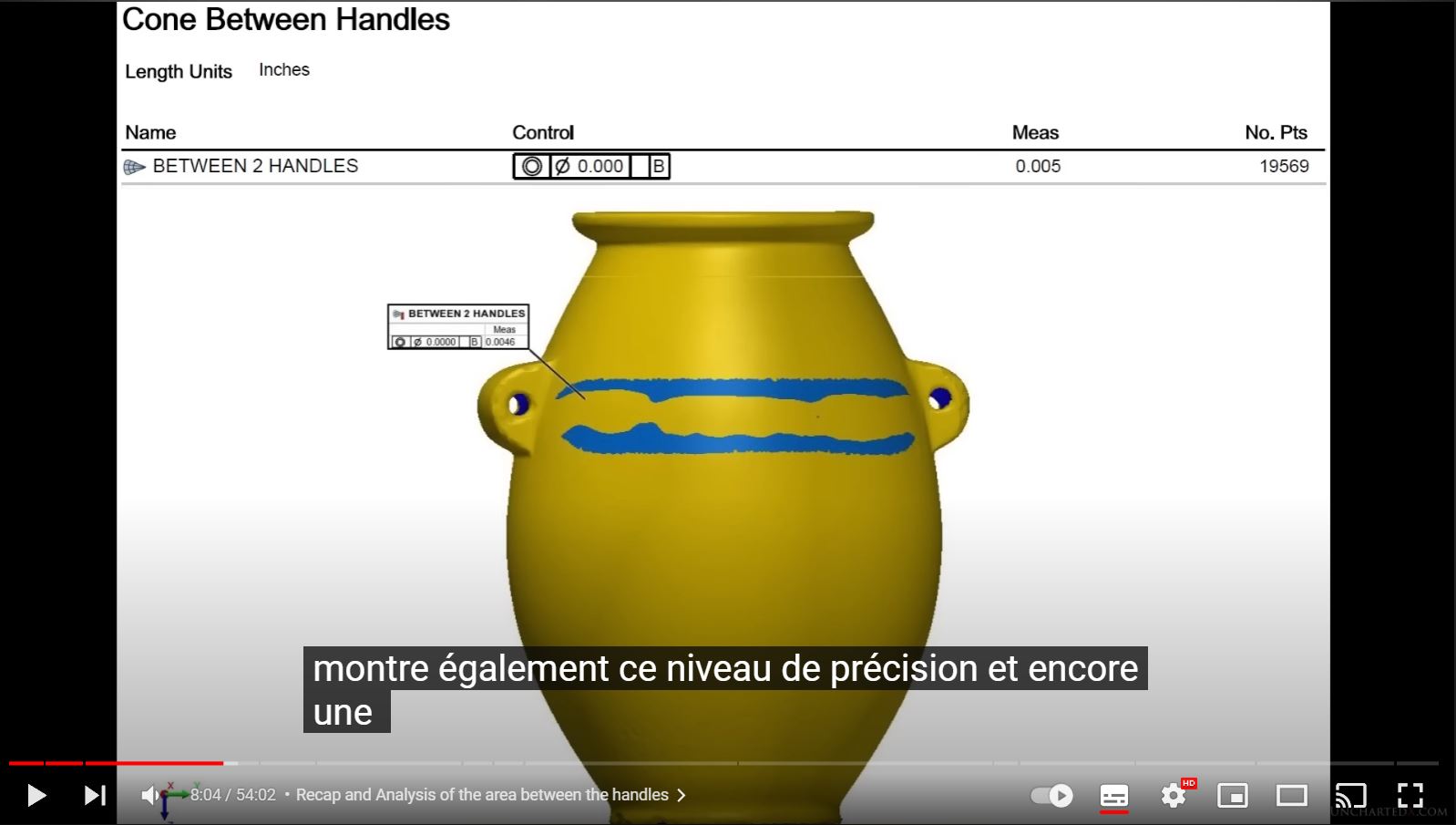
42. Oh mais c'est quoi çà encore:
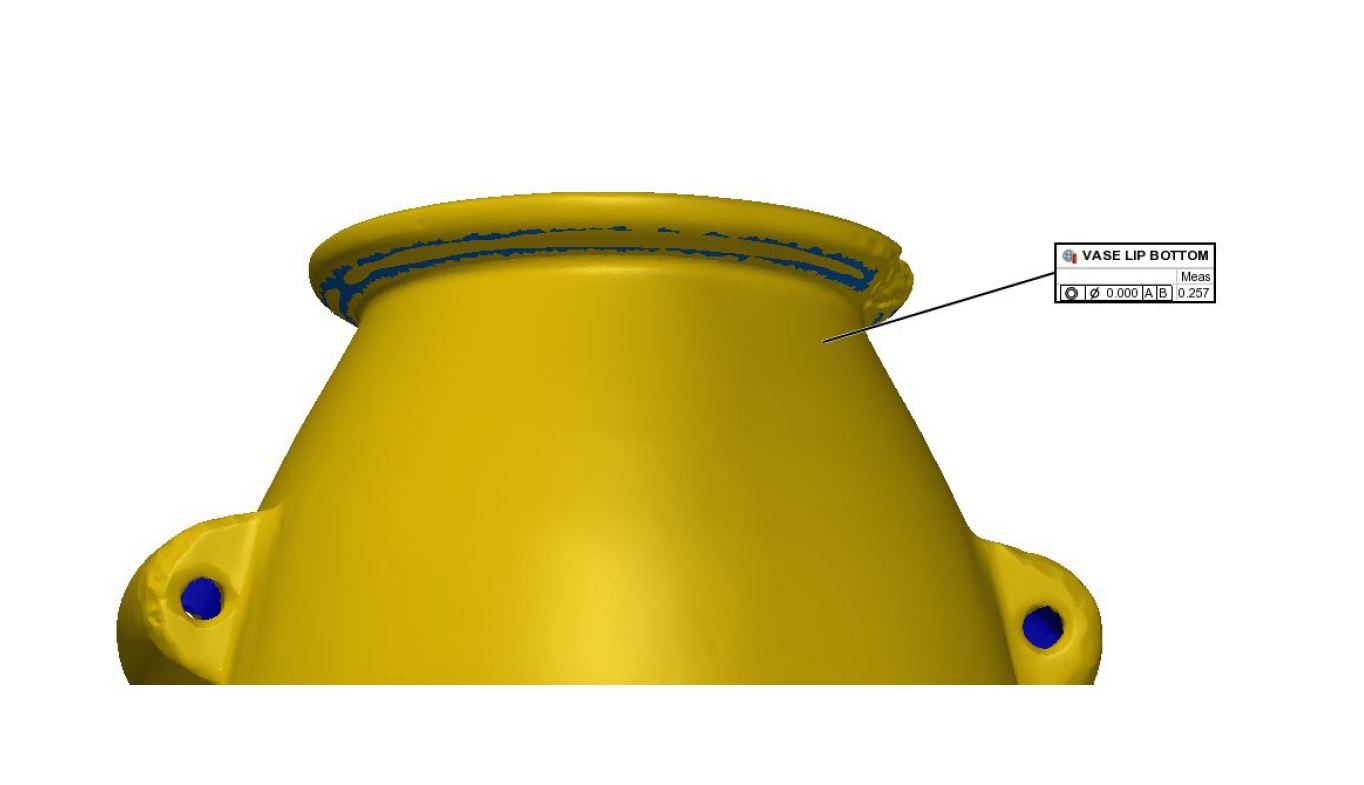
La surface jaune? Bleue du Bas? Bleue du haut allez ils veulent dire surement, qui est, euuuu, une surface, à son Axe de Diamètre inconnue qui est Coaxiale à la Reference B de 0.257mm, mais qui aussi est Coaxiale à la Reference A qui est un Plan, oki....
Je sais même plus quoi dire, y ont même pas été capable d'applique le GDI, le livre le plus simple en Génie méca:

Je rappel, quand même, qu'on à 3 Ingénieurs là, de 30ans d'Expérience pour le père Dunn, 10ans pour le Fils en Métrologie, et l'autre je sais plus. On dirai un rapport d'un Collégien qui rédige son 1er rapport là de Cotation ISO à rendre demain à la Maîtresse.
43. Il dis en gros qu'ils ont utilisé des Formes parfaites pour simplifié et extraire les Axes de mesures si je comprend, sur Catia j'utilise aussi cette fonction, mais on peut le faire pour le Cylindre Reference B, le reste ne ressemble pas du tout ni à une sphère, ni à un cône, et gros problème ou sont les approximations avec???
46. Ils veulent faire du Scan (Fichier Mesh) un CAD (Nurbs) et un Plan, ue non faite autres choses, allez regardez une série ou jouer aux jeux vidéos les gars, la cotation ISO est lamentable, pour faire un Plan faut un minimum de niveau.
47. Impossible à faire à la main selon eux.
25ans que je boss en méca, j'ai fais de l'usinage métal/plastique comme 99.99%, et pourtant je suis incapable d'affirmé ce qu'il disent, j'usine pas avec les méthodes anciennes, et j'usine pas de granite, qui n'a rien à voir avec le métal, donc, comment ils peuvent savoir que c'est fait en machine, en plus, ils analyse 1 vase sur des milliers retrouvé, c'est totalement insuffisant. J'ai bosser sur Tour, fraiseuses, rectifieuse, moulage, puis je suis passer ensuite en Bureau d'étude, ce qui me donne une bonne expérience, et pourtant je ne vois pas comment il peuvent émettre une telle hypothèse. Pire beaucoup de cotation sont juste horrible, preuve 100% réalisé à la main comme vous verrez plus bas, et çà, ils font exprès de ne pas vous en parler, ce qui est malhonnête.
Comme d'habitude nos Pyramidiots oriente leurs discours à leur sauce.
48. Ils veulent que des vases Granit soit fait, mais, euu, c'est fait depuis longtemps! Problème majeur des Pyramidiots il n'ouvre jamais un Livre, un truc avec des pages en bois....
52. Le copain au jeune Dunn est plus modéré en discours, il est ouvert d'esprit à propos des données, ué, oki, ba qui lisent tous ceci, ensuite il dis qu'il est ouvert à des statistiques de données, qui n'existe pas, donc, impossible d'affirmé que c'est des usiné avec une CN, on tourne en rond en raisonnement.
Le Nick me fait un peut de la peine quand même, il est convaincu que si on analyse 1000 vases on trouvera la preuve ultime d'usinage CN.... Ah quand on se voile la face, y'a rien à faire mon pauvre Nick... Analyse 100 vases déjà, tu trouvera rien à part des mesures degueux manuelle.... Faut se réveiller Nick on est en 2023 là hein, allez une petit résumer pour toi de mesures totalement fausses, avec un silence absolue des Pyramidiots la dessus. Conseil à Nick: "Casse toi vite de ce Club sectaire, ou tu va y laisser ta réputation complète, conseil d'ami."
52. Nos pyramidiots veulent et attendent des rapports d'analyse ultra précis, mais, euuu, 100ans que y'a rien, vous y croyez encore? Quand au mesures existantes elle démontrent l'inverse...
54. Ben loue Pooyard et leur super travail de scan de leur grotte, sauf que, leur rapport, on l'a pas après des années de demande, et après étude, tous est imprécis, donc, Ben n'a jamais donc analyser le rapport, il est donc impossible en 2023 de soutenir ses charlatans en l'absence de leur données qu'ils refusent de fournir. Les Pyramidiots se disent ouvert d'Esprit, pourtant, j'ai aucun souvenir de mails de leur part pour discuté de leurs mesures comparé aux miennes.
Apprécions la fin ou il montre de nombreux vases, tous présentant de nombreux default bien pire que le vase scanné, celà ne semble pas l'affecté plus que çà, son cerveau ne réagit vraiment pas. N'importe qui se serait demandé si c'était pas manuel en faite...
56. Ben demande à ceux qui critiquent de refaire un vase, de le scannée, et de comparé avec leur mesures. OMG il est complètement c*** ce ben, pardonnez les termes.... Les tailleurs expérimentez n'existe plus en 2023, ce n'est plus utiles, comme si on disait: "Les Tableaux de Raphaël sont fait par des Extra-Terrestre, puisque vous ne pouvez pas le refaire, donc j'attend, sinon vous mentez...". Ben à stoppé l'école tôt, incapable de raisonné, tournant en boucle, sorte de pathologie mentale, pas sur qu'on puisse l'aider vraiment. Ensuite, comme vous verrez plus bas, presque toutes leurs mesures sont fausses, faites déjà bien votre travail, de scannée entièrement un vase, de lui faire une vraie cotation ISO, ensuite de refaire sur 30-50 vases, 1 vase est insuffisant; on en déduit les classes de précision, et ensuite lancé un concours de 1000e pour celui qui reproduit avec les classes de précision annoncé, là, votre travail ne vaut strictement rien.
Citons Ben pour finir cette 1ère vidéo: "Les datas ne mentent pas", ue, alors, par contre, l'interprétation elle, dépend du gars derrière hein et de ses compétences, une donnée, c'est brut, faut TOUJOURS savoir l'interprété.
Vidéo 2: Ancient Egyptian Vase Scan Update! STL file, More Analysis - and Between the Lug Handles
Bon, voyons voir si la vidéo 2 rattrape un peu les dégâts de la Cotation ISO de la 1ère vidéo qui est juste lamentable, digne d'un collégien.
Je rêve ou il ont analysé d'autre vase ??? Et les STL??? Comparaison? Non??? Rien?
Le vase là à l'air en forme de patate, ils l'ont surement mesuré, pas de précision au centième, allez au suivant.... Travail malhonnête et orienté donc.
On voit le scanner ici, mais la marque et référence? Pas important???
1minute. Ben est content de ses commentaires, moué, apprécions l'Ingénieurs ici:
"L'intérieur est génial..."
Euuu, on à qu'une partie, et qui est juste très mal faite, je détaillerai plus bas. Ensuite il aimerai connaître les diamètres des trous, qu'on à pas non plus... Bref beaucoup de "je pense" "j'aimerai".

Lui, pas Ingénieur déjà, se pose la question si tous les vases sont uniques, çà en dis long sur son niveau en Vases anciens, en faite il à même pas regardé les propres vidéo de Ben qui montre de nombreux vase ou AUCUN est unique en forme je pense. Bref la suite si j'analyse tous les commentaires de gens qui ne savent rien ou parle sans savoir, dans 1000ans j'y suis encore.
1. Ben à reçue de nombreuses offres de gens qui veulent scannée des vases, et d'autres qui veulent refaire un vase. Cool, mais ca sent surtout 99% de Pyramidiots qui s'emballe et au final qui ne feront rien, dans le tas sur 1000 y'en aura peut-être 1 qui fera des Scan de 10-15 vases, pour conclure que tous est fait main et imprécis, tous uniques, Ben sera triste au final. Pour refaire un vase comme çà c'est des mois de travail 8h/jours hein, pas 10minutes entre 2 séries Netflix... Voir Olga Vdovina - Vase en Marbre Egyptien. Pas pour rien qu'on les appelle les Pyramidiots, sorte d'ados avec un niveau de connaissance 0, qui s'excite comme des gosses de 15ans, et qui veulent faire et n'on aucune conscience du travail et niveau requis pour lancé, accomplir et réussir de telle projets.
4. Ben nous montre son niveau d'histoire proche de 0, blablabla c'est pas les Egyptiens, impossible, blabla... Ben ouvre un Livre d'urgence!!!
Appréciez cette symétrie parfaite à 0.00001mm usiner au laser par une race d'Orion de Reptilien:

Je dois avoir une patate chez moi plus précise. Je devrai faire un moule et leur envoyé en leur disant que c'est un vase de haute précision d'Egypte, sur 1000 patates j'en aurai au moins une bonne précise en symétrie.
4. N'empêche, je me dis un truc, Ben est convaincu que les Vases ont été importés, non fait pas les Egyptiens, bizarre quand même que dans AUCUN textes anciens alors ils en parlent, des petits farceurs ses Egyptiens y ont peint leurs méthodes de fabrications sur leur mûrs pour nous faire croire qui ont fabriqués les vases en patates, quelle blagues marrante! xD
Et puis bon, on à des traces d'évolution et transfert de techniques dans toutes la Méditerranée, quelle prouesse ils se sont donc tous alliées, des civilisations complètes, en laissant partout de fausses traces pour nous faire croire en 2023 qu'ils les avait fait, même dans le milieux Complotiste il sont pas aussi crétins à sortir des choses pareils, enfin, si, ils en sortent des belles aussi.
Voilà à quoi sert l'école et les livres, pour ne pas finir comme Ben, à se ridiculisé devant le monde entier. Je me suis vraiment demandé plusieurs fois en dialoguant avec les Pyramidiots si ils était sous Drogue ou pas.

"Pyramide = Extra-Terrestre = complot mondiale = Granit = Statue usiner à 0.000001mm = UFO = Balbek = impossible soulevé = UFO = Usinage = Grimault en prison..."
Bref, souvent je zappe les conversations tellement on dirait des Drogués ou Fanatiques religieux. Ils veulent y croire, les uns s'inventent un Dieu inexistant de toute pièce, eux s'inventent des mesures imaginaires.
6. Pour Ben un Tour d'usinage à été utilisé c'est évident, mais pas pour les poignées, ah quand même son cerveau marche un minimum autre que manger et faire caca.
6. Oula c'est quoi encore cette mesure totalement hasardeuse:


Le vase repose sur une surface non analyser, ce n'est donc pas une Reference, donc, impossible d'en tiré une cotation. Vraiment n'importe quoi, pourquoi ne prennent-t-il pas les mesures en s'appuyant sur la Ref A précise plane??? Mesure rejeter.
7. Franchement, je sais pas là, qu'on-t-il voulue faire? Ils essaient de communiquer quelque chose avec nous, je ne sais pas quoi...

La pire Cotation ISO au monde, une surface de Mesh perpendiculaire à un Axe (Ref B), non là, ca ne veut rien dire. J'apprécie comment Ben défend cette cotation que même moi ni aucun de mes collègue Ingénieurs n'arrive à comprendre, Ben est un génie en faite, ou pas... Je serai curieux qu'il nous explique en détails la cotation COMPLETE en Live. J'ai pensé aux Axes des Poignées, mais ils sont totalement désaxer, tous ceci n'a aucun sens.
Ca rappelle Quentin Leplat qui s'amuse à faire un max de calcul incompréhensible pour tenté de noyé le poisson, ba ui, faite n'importe quoi, personne comprendra, y'a une forte probabilité que les gens se disent "Oooh quelle génie surement un Ingénieur de haut niveau". Saut que ca marche quelque temps, et au final vous y laisserez votre réputation totalement irrattrapable, ca sera à vie vous serez fichez comme Idiots et menteurs pour quelque jours de gloire, chemin qu'a choisie Leplat, libre à lui.
7. Y recommence, CN, haute précision, bonne technique sectaire y répète répète le Ben, je me demande quand même si il à pas un problème mental le Ben, c'est pas un comportement sain de répéter en boucle les même choses.

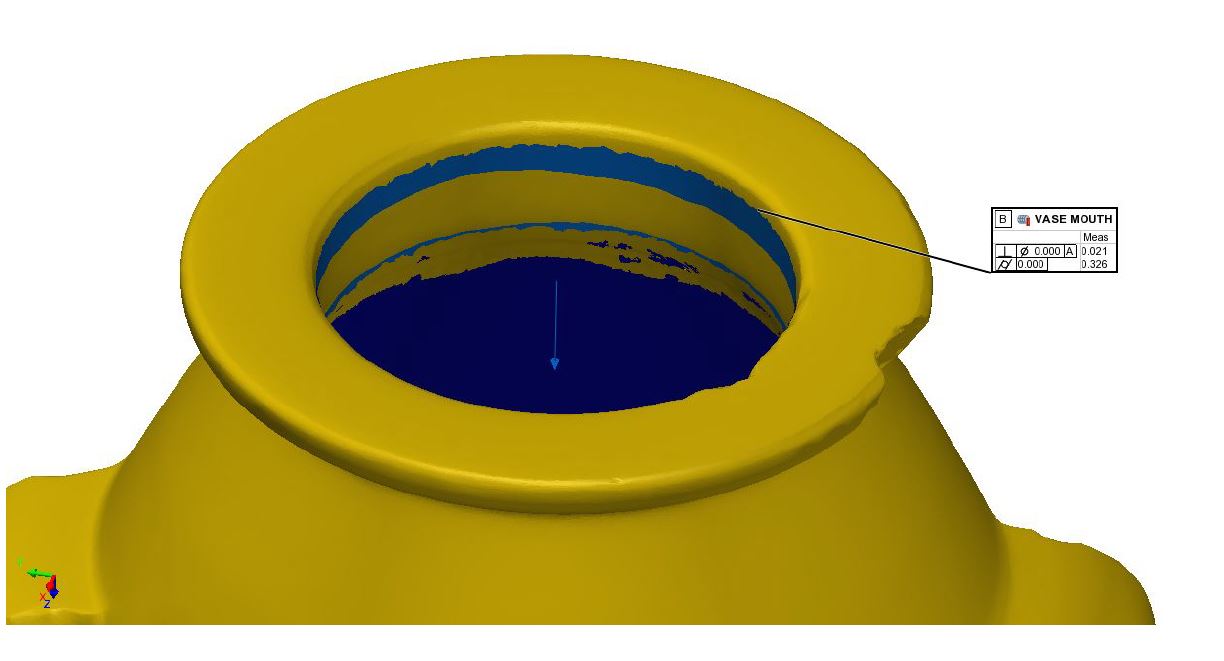
8. Dans le rapport on à le droit à çà:
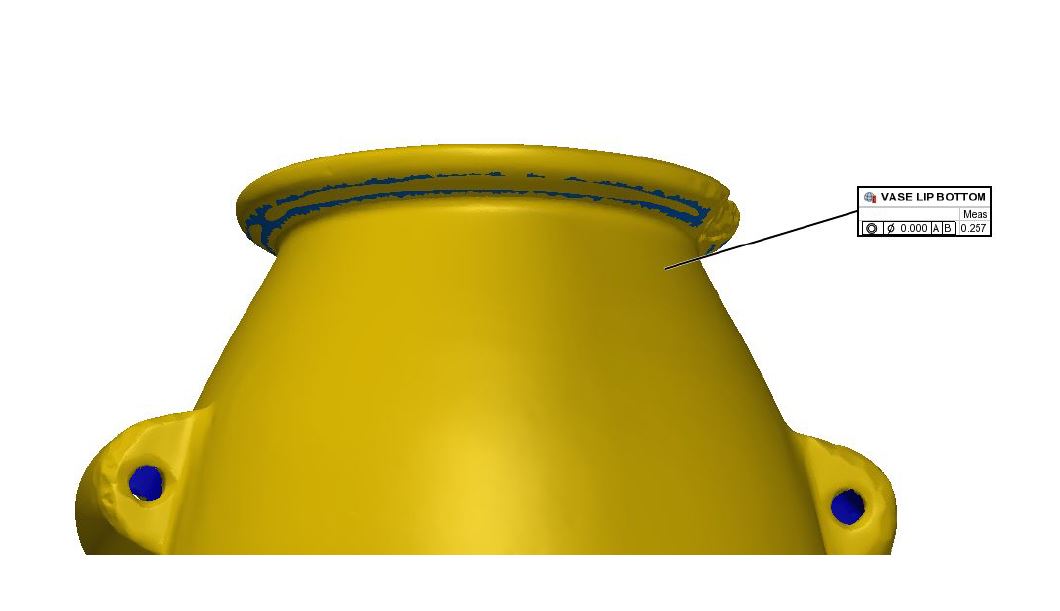
La surface sélectionné en haut en bleue, à son Axe Coaxiale de 0.257mm par rapport à la Ref B, qui est le cylindre en haut, oki, c'est pas TOP en précision, mais étant fait à la main oki, mais, l'Axe est aussi Coaxiale par rapport au Plan A, hein??? What? Ca veut rien dire...
Et dans leur vidéo, il montre une cotation différente qui n'est pas dans le rapport, nos Ingés en herbe ont du se rendre conte de la stupidité de leur Cotation ISO:
C'est déjà plus lisible, l'Axe de la sélection à 0.12mm de Coaxialité avec le Cylindre Reference B, pour un usinage en CN c'est assez nul quand même....
9. Selon Ben n'importe quelle Ingénieurs confirmerai que c'est usiné avec une Machines moderne, ah, mince, depuis 10ans que je présente les travaux de Dunn et autres à mes collègues Ingés, il rient tous, pauvre Ben seul au monde qui s'invente son petit monde imaginaire. Vivre hors réalité est une forme de trouble dans la Schizophrénie d'ailleurs en passant... Mais me croyez pas sur paroles hein, allez voir 10 Ingénieurs, montrés leurs tous çà, vous verrez bien. Et je rappelle bien que la majorité se moque royale de qui ou quoi l'a fait, on analyse, point barre, et on déduit par rapport au traces et précisions des hypothèses, on se fou royale des Extra-Terrestre ou autre, cela n'a pas en rentré dans nos conclusion, je précise bien car les Pyramidiots crie au Complotisme à tous va, mais si alors les Ingés sont aussi le mal absolue du système, pourquoi Ben voudrai leur avis, il tourne en rond dans sa petite tête le Ben....
Ah compliqué pour Ben, il est seul au monde et essaient de comprendre et d'expliqué des mesures niveau Ingés Méca, il dois souvent avoir mal à la tête le pauvre. On se nomme pas Ingé en 1 mois Ben, non non, c'est 5ans d'étude après BAC, plus 10-15ans d'expérience mini, et là encore beaucoup n'arriveront pas à comprendre toutes les mesures ici.
Ben cite en preuves que les Ingés le suivent par le nombres de commentaires qu'ils reçoit, alors, Ben, nono, c'est pas une preuve scientifique çà les commentaires YouTube ou Amazon, une analyse comme je fais là est une preuve solides, pas un commentaires, tu n'a donc rien d'autre en arguments?
13. Ben critique ceux qui le critiquent comme quoi ils ne connaissent rien Génie Méca, ah ué, parcque Ben est un PRO lui avec 0 diplôme Méca.
14. Ah Ben nous ressort LRDP de 2012... Vraiment plus aucun arguments, pathétiques Ben n'a donc rien lu ni visualiser depuis 12ans, tellement de rapport et vidéos ont contredis LRDP depuis, Ben débarque on dirais. Voir Pyramidiot [DEBUNK]. Mais est au courant que Grimault est en procès en ce moment??? Rejeter par tous l'équipe LRDP, sachant que le Film se basait sur lui, et Leplat qui avoué que ses calculs était faux.
15. Ben demande au musée de le laissez analyser les Vases, il ne comprend vraiment pas, il est question ici de réputation Ben, tu ne sais pas trop ce que c'est sorry... 0 Diplôme, classé partout en Pyramidiots, la risée des Ingénieurs, mais d'autre on ce qui s'appelle la "REPUTATION", une fois détruite, c'est à vie, un jour peut-être tu comprendra.
16. Ben est fatigué de convertir les Inch en mm, pauvre chouchou, c'est beaucoup pour son cerveau tous çà.... Sinon euuuu, ca sent comme la dernière fois, une vidéo totalement inutile de blabla, de répétitions.
17. blabla.................
18. Il fait sa pub de ses voyage blabla blabla... Le vase merde! xD
19. Oh merci!!! A 19 minute enfin il va commencé de parlé du Vase!!!
20. Pour Nick Sierra les Egyptiens ont récupéré les vases, encore un complotiste de haut niveau, quelle déception, il avait l'air un peu censé lui, mais en faite non.
23. blablabla oh non toujours pas de précision sur le vase on est presque à la moitié de la vidéo, le remplissage, technique des Auteurs vide.
25. Ben connait les représentation des techniques anciennes, mais non c'est impossible! Puisque le vase scanné est ultra précis! Mais, euu, Ben à dis lui même qu'il n'avais pas d'autre Scan, alors, comment il peut savoir? Et il n'y connais absolument rien en Norme de précision comment il peut comparé.
31. Blabla super précision génial fait à la machine blabla
33. Le petit Dunn viens les traces d'un outils tournant, donc une spirale ici là?
Ca sera étudié plus bas, mais je sais pas vous, mais moi j'y voie ici dans la surface Interne de grosse lignes parallèle bien large. 0 Spirale petit Dunn, prend pas les gens pour idiots merci au revoir.
34. Le Dunn est convaincu que çà à été usiner à grande vitesse! Trop fort le petit je sais pas comment il en conclue çà. "Si c'était usiner lentement on aurai pas les traces qu'on aurai là", ah, ba, oki si il le dis, mais j'ai juste rien compris à son idée. Il essaie de vous la mettre comme le père encore et encore....

35. Y cite Pétrie et ses strie mais les gars çà à été Debunk depuis un moment, et non reconnue par l'archéologie faut vous tenir informé un minimum: Cylindre Numéro 7 de Petrie (UC 16036).
Petite note 1h30 de vidéo et vous remarquez qu'ils ne parlent pas des Normes ISO de précisions? Aucune mentions à toutes les erreurs de partout sur le vase, ils orientent leur idées et font du forcing digne des sectes.
37. Oh attention y vont parlé du Scanner enfin à 37minutes!!!!!!!!!! Ca me rappel DBZ quand j'était gosse çà...
Alors la société de Scan est Capture3D dans le Connecticut, la marque est GOM ATOS!!! Enfin!!! Après des heures de visualisation et lecture!!! Enfin!!!! Une infos utile, mais attendez, non il faut la référence exact!!!
Précision de 0.02mm oui çà je sais déjà dis, mais la marque petit Dunn la marque exact qu'on aille vérifié !!! Oh non, ils le disent pas, ohhh, je vais pleuré....

Bon, Mesdames et Messieurs, ont à pas la marque du Scanner, on sait pas, faut les croire sur paroles, en faites ils ont sous traité et eux même n'ont aucune idée du matériel utilisé, pathétique... Aucune procédure, on peut rien vérifié. Quelle travail de PRO les gars c'est à félicité, je leur donnerai bien une médaille en "Incompétence technique en Génie Mécanique", une chacun, et même 3.
39. Cette Cotation ISO faut vraiment en faire un Mems ou un truc du genre:
C'est pas que je veux enfoncé le clou encore mais bon là c'est tellement du n'importe quoi... Une surface parallèle à un Plan... Je sais pas c'est comme dire 2 points parallèles ou 2 sphères parallèles...

Le pire c'est que c'est LEUR ULTIME mesures, toutes leur théories partent presque de cette ultra précisions, qui n'a aucun sens, est non normalisé, ne veut rien dire, il essaient probablement de vous entubé ici en se disant que vous ne comprendrez jamais, puisque, çà ne veut rien dire.
42. Euuu, je crois que le Dunn nous dis que çà fait 4ans qu'il est sur le projet du Vase, ah ué, 4ans pour fournir çà??? Mais c'est un travail bâclé qu'on sort en 3jours les gars çà! xD je vous remet ce GIF:
42. Le Serapeum maintenant!!! Allez hop on vous entube on change de sujet hop ni vu ni connue le vase c'est bon!
Admiré la planéité parfaite d'un Sarcophage pour un Dieu d'Orion Reptilien:
45. Ben se moque des Analyses faite au Serapeum par Scientists Against Myths, en argument attention: "Ils ont inclinés leur rapporteurs numérique donc c'est pas à 90°!" Oui Ben c'est çà ben, tous va bien hein...

Je veux pas être méchant, mais Ben, t'a déjà fait un test de QI, non parcque là... Vraiment tu devrais et nous montré les résultat qui devrais avoisiner les 10.... Ah mais non çà serait surement 100 le Psy aura oublié une virgule en inclinant son stylo....
46. Alex propose d'enquêter d'avantage un Sarcophage, donc il n'ont AUCUN rapport encore en 2023, et ils sont sûr que c'est usiner à 0.001mm! Logique circulaire.
48. Il change de sujet encore cette fois on passe sur les marques dans le sol autour de l'Obélisque d'Assouan, sauf, que on l'a reproduit identique: Abattage par le Feu.
50. "On va faire" "On va scanné le Serapeum au Laser".... Blablabla çà rappelle notre Pooyard depuis 12ans maintenant et qui à presque disparue, il va faire, il va, puis, il à fait un Scan des Grottes pour dire au monde entier que c'est du centimètre, chose qu'on savais déjà...
Ca m'a fait un peu de peine pour lui quand même, après avoir mis toutes ses économie, se rendre conte que rien n'est précis, tous est fais main et dégueulasse a 12 centimètres près pour les mûrs, le douche froide pour lui, malgré des années que des centaines d'Ingénieurs ont tentés de lui expliqué.
Après les grottes passer au Scan par Pooyard, le Vase scanné, le Sarcophage de Gizeh, le Cylindre de Pétrie, tous à été faux de A à Z, que reste-t-il aux Pyramidiots en 2023?
Medley de commentaires sur le Site de Ben
Bon le granit fondue hein on va revenir dessus 100000 fois, lisez un minimum les Pyramidiots, pas fautes de vous avoir fait même des vidéos la dessus. Le granit fondue çà se vitrifie, ici rien, quand à la couleur différente je voie strictement aucune différence:

M'en voulez pas, mais là le niveau est tellement lamentable techniquement des mecs qui poste pour imprimé le Vase en 3d... Alors, petit cours, le format STL ne veut pas dire que comme maintenant sur tous les sites d'impression 3D que c'est un fichier prêt pour impression, c'est un format, de points maillé, brut de Scan ici, n'allez pas imprimé çà!!! Je vous renvoie ici pour des guides niveaux débutants gratuit. Le fichier STL fournie ici est brut, pleins de trous, totalement inadapté pour l'imprimé dans et état.
En même temps le Ben et sa super équipe d'Ingénieurs aurait mieux fait de préciser que c'est pas un fichier imprimable, tous les Kévin de 12ans ont dû tenté d'imprimer le fichier STL pleins de trous....

Et puis c'est complètement débile d'aller imprimer çà, aucune précision de base, alors rajouté l'imprécision de la techno FDM en plastique à +/-0.1mm, à quoi çà servirai, allez achetez un vrai vase en Granit! Et des Scans d'objets anciens y'en à pleins sur le Net hein.... Allez imprimez un Lion, une statue, je sais pas, un truc beau quoi, mais pas un vase difforme. Et on peut même pas boire dedans les stries rendent l'utilisation alimentaire dangereuse.

Enfin bon je vous est mis le STL prêt pour imprésions baser sur le Fichier FBX de mariokart64n, n'allez pas bien sûr mesuré!!! C'est une conversion fait sous 3DS max Low poly puis j'ai mis un Sub-division sous DAZ3D, plus les imprécisions des Imprimantes 3D (FDM = +/-0.1mm et SLA +/-0.05mm).
Admirons ce Rendue 3D magnifique sous POV, logiciel que j'utilisai en 1995:

Comme on dis y'en à pas un pour relever l'autre... Allez je vous est fait quelques rendue digne de 2023 cadeau faite en ce que vous voulez je vous files les droits hein...

Ue, alors Vericut, c'est un logiciel de FAO mon gars pas de contrôle de mesures qualité... Lui ou Word c'est pas fait pour hein.... Les Ingés de Ben trouve 0.313mm et toi 0.03mm logique oki....


Oh no, on leur à expliquer 10 000 fois peut-être, y recommence avec çà...

Non sérieux perso j'abandonne sur ce points.
Oh c'est quoi çà je suis curieux:
Les References qui s'appellent maintenant ID, et le TOP c'est d'avoir 0, magnifique. Un chef d'oeuvre, un nul qui fait de la Cotation ISO puis un autre encore plus nul qui rajoute par dessus, c'est magnifique.
Note sur la Fonction "Basic Surface recognition" de Catia
Quand on convertie du Mesh vers Nurbs, on peut utilisé une reconnaissance Automatique des surfaces parfaites, un cylindre, un plan pour les cas courants, après cette fonction montre vite ses limites, surtout pour des surfaces non parfaites, soit la majorité sur ce vase.
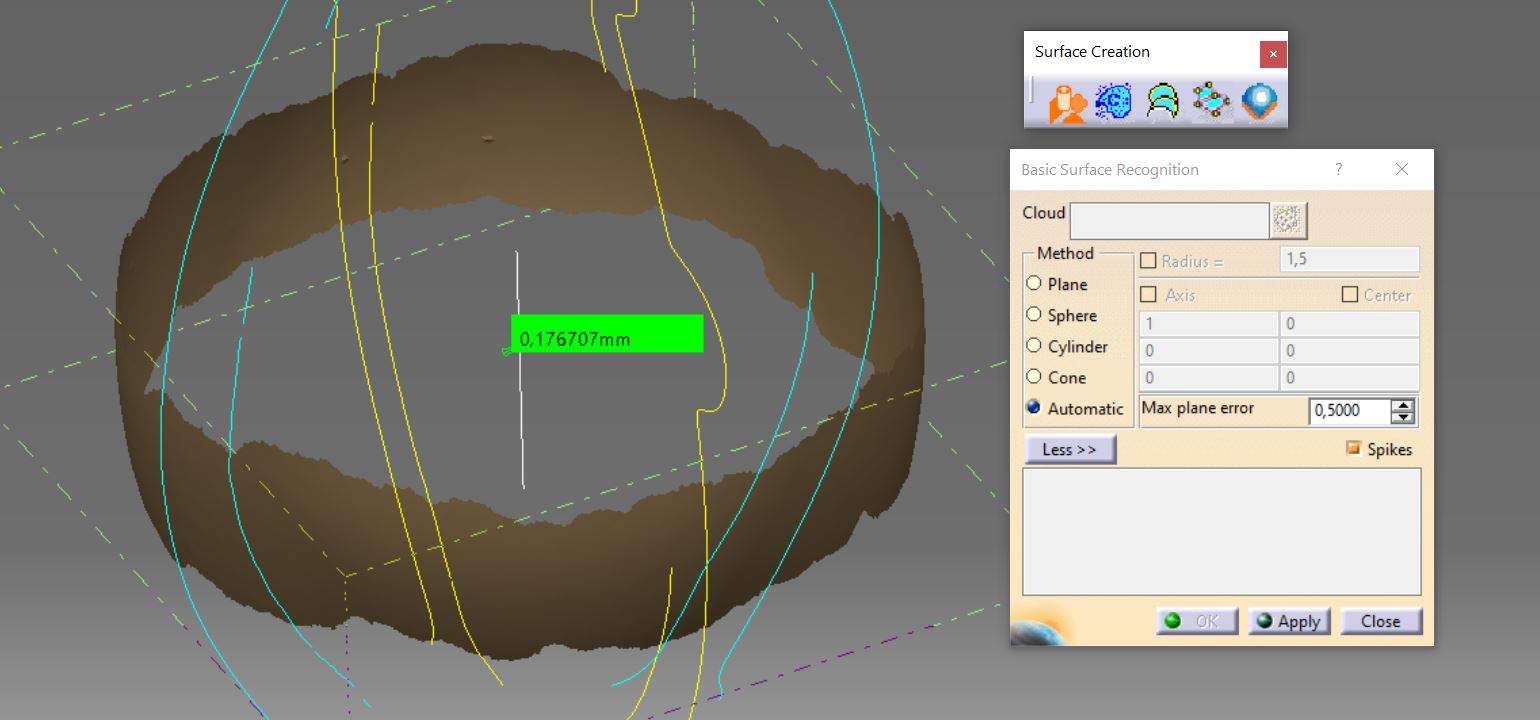
Il faut donc l'utilisé à petite dose, sur la Reference B qui est un cylindre, ou la Ref A qui est un Plan, mais c'est tout, ensuite, on fait une approximation trop grossière. Malheureusement, nos pyramidios semble avoir abusé de cette fonction, voici ce que ca donne sous Catia V5 de convertir une surface du coté Extérieur du Vase en Cylindre, puis en Sphère:
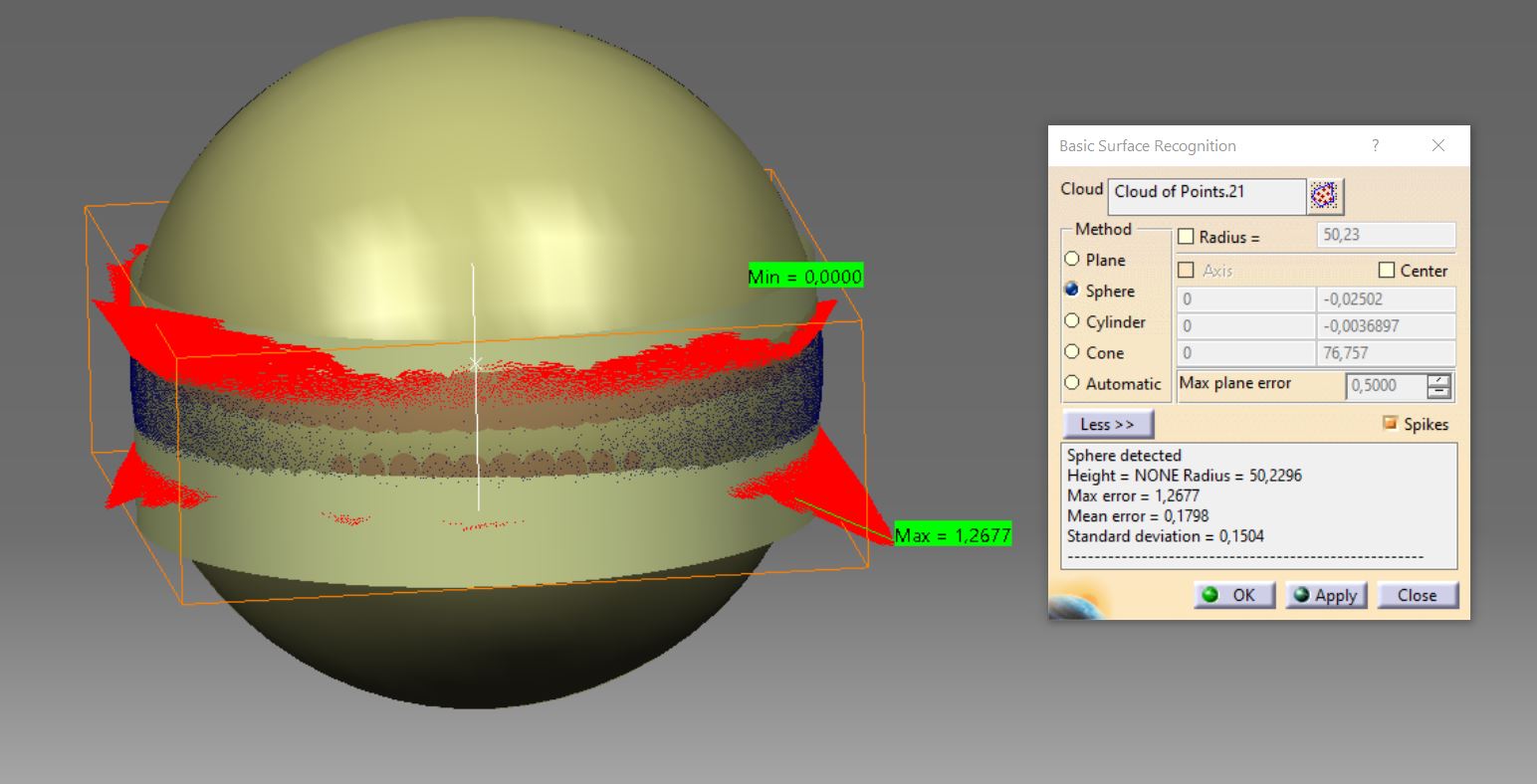
1.26mm d'approximation pour la sphère, c'est beaucoup trop. Et si on prend l'Axe du cylindre généré Auto avec le centre de la Sphère on obtient 0.17mm d'écart, ce qui est beaucoup trop important.
Malheureusement, nos Pyramidiots en ont abusé de cette fonction sous Polyworks ce qui fait que toutes leurs mesures sont déjà à refaire en majorité, le travail est non sérieux.
Analyse du Vase : Etat de Surface
Bon, passons à la pratique! Du concret!
On va commencé soft, une pièce usiner, en CN (commande numérique), ou manuellement avec un Tour (pour les pièces de révolutions) ou une fraiseurs (pour du prismatique), ca fait de très très belle surface, lisse, on passe le doigt dessus c'est lisse de lisse, ne vous fié pas au passage de fraise sur la photo, on parle de traces au micron (0.001mm) voir moins. Tous est super précis, pas une côte, pas deux, TOUTES! Au dixième (0.1mm), du basique facile à usiner, au centième pour du précis (0.01mm), et même au Millièmes/Micron (0.001mm).

Il n'y à aucun bossage (vous comprendrez plus bas) bien entendue, mais des stries, minuscule, c'est çà qu'on va venir mesuré si besoin avec un plaquette Viso Tactile:

C'est la preuve ULTIME qu'un outils est passé, fine et régulière, c'est une machine, grossière et hasardeuse, comme les Cylindres d'Egypte, c'est un travail manuel. Et, çà, on l'a JAMAIS vu, JAMAIS analyser, et on à JAMAIS eu de rapport de çà... Puisque, çà n'existe pas contrairement à ce que tente de faire croire les Pyramidiots. Par contre, des coups de dérapage, des bosses, des ondulations grossières et dégueulasses partout, çà, on as, suffit de voir les photos diverses de Mégalithes, notamment les vases. Voir État de surface (mécanique) pour plus de précisions.
Et donc on va analyser les bossages en surfaces! Avec les fonctions "Analyse Curvature" de Catia, çà en dira déjà très long sur la méthode de fabrications.
Déjà, sur leur rapport, je repère quelques ondulations de surface biennnnnnnnnn moche:
Sous Catia on voie encore mieux:
Olala, je vais vomir, c'est vilains tous çà, même un Tour dater de 50ans en fin de vie ne vous fera jamais çà, je le sais bien pour avoir usiné des années sur de vieux Tours....
Ca commence très mal l'analyse du rapport pour eux. On va maintenant mesuré de combien sont les bosses avec Catia, je vais donc convertir le Mesh en Nurbs. C'est un peu complexe, je vous renvoie à un de mes autres sites: Catia – Mesh, NURBS et Précisions.
Les modules de Mesh de Catia (QSR - DSE - DSS) ont un outils d'analyse de courbures mais assez limités je trouve, donc je convertie en Nurbs et utilise la fonction du module Freestyle, les connaisseurs comprendront.
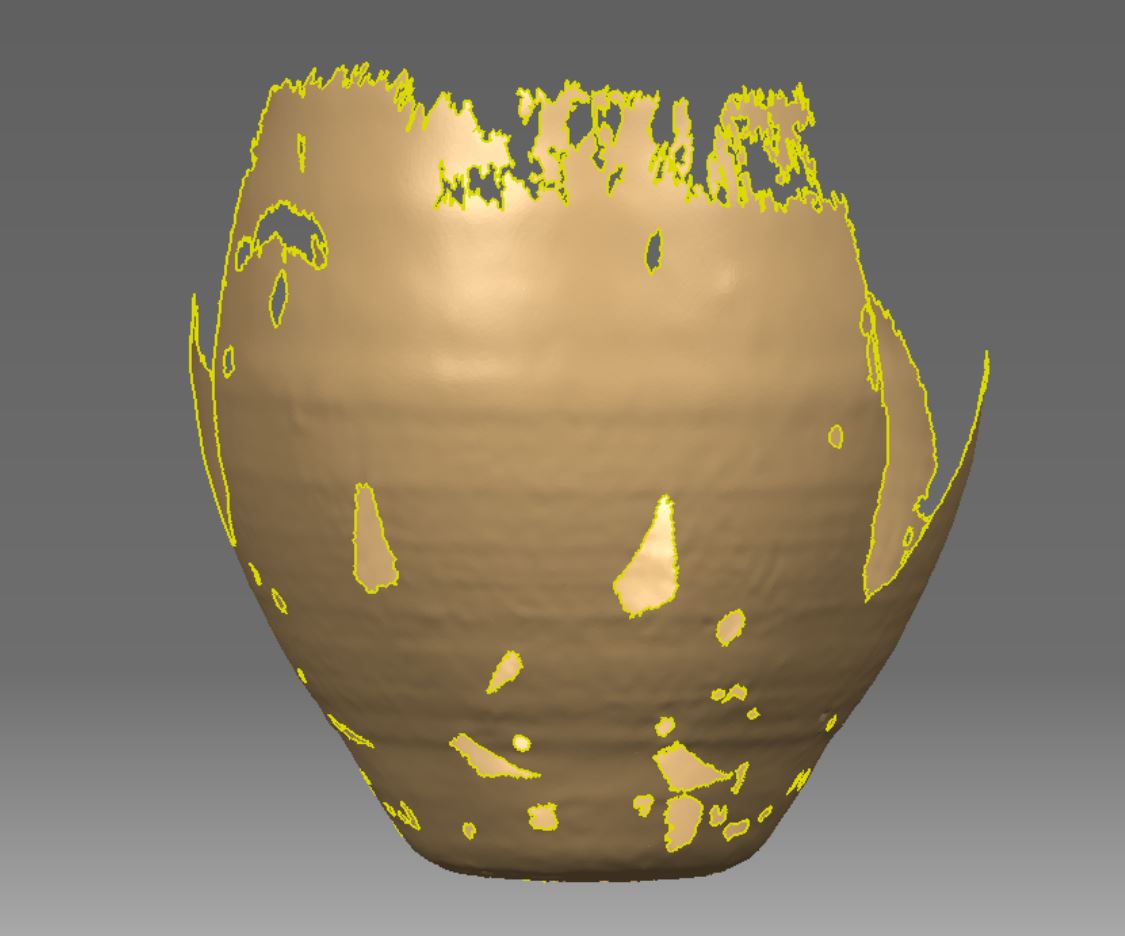
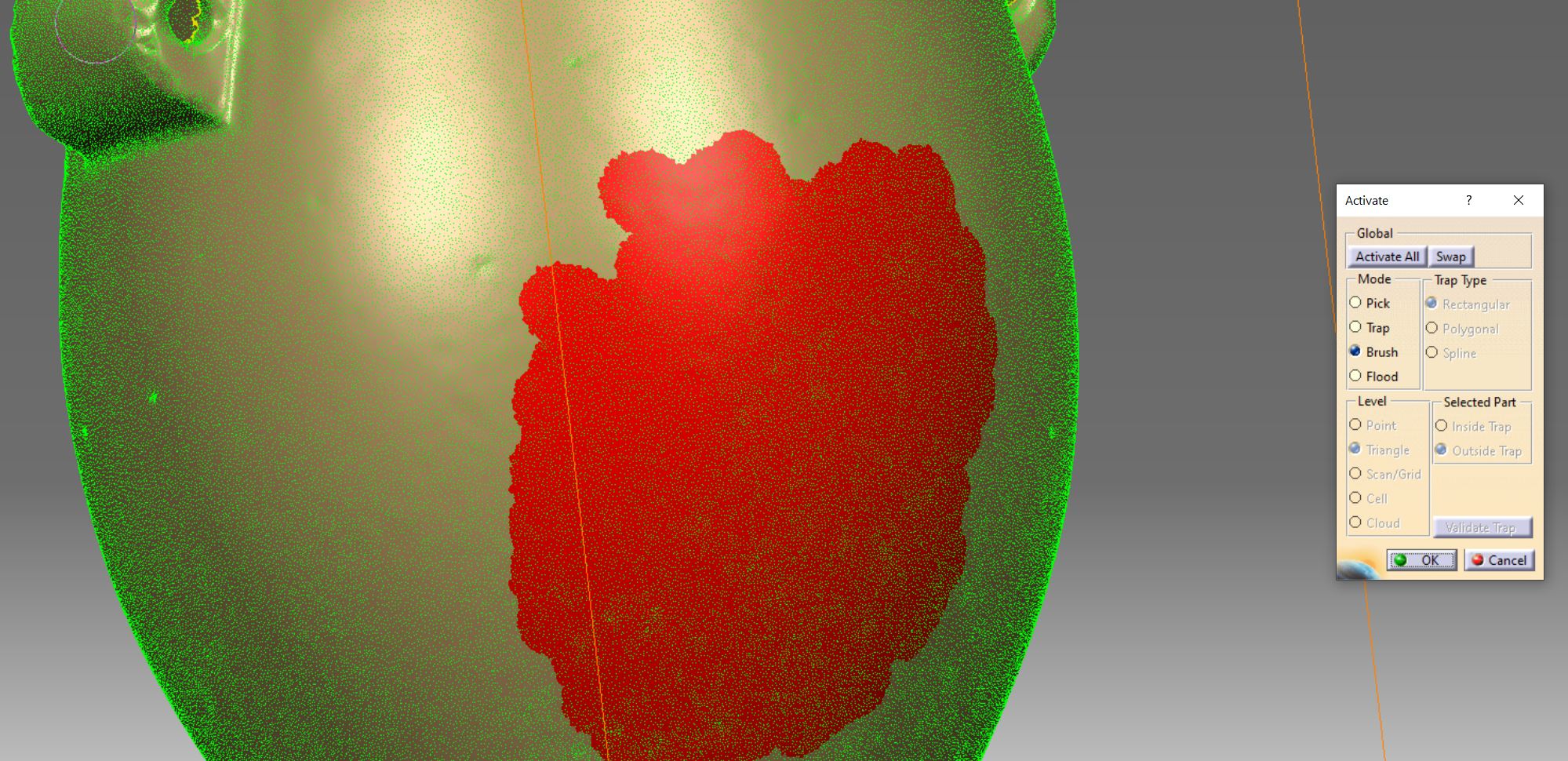
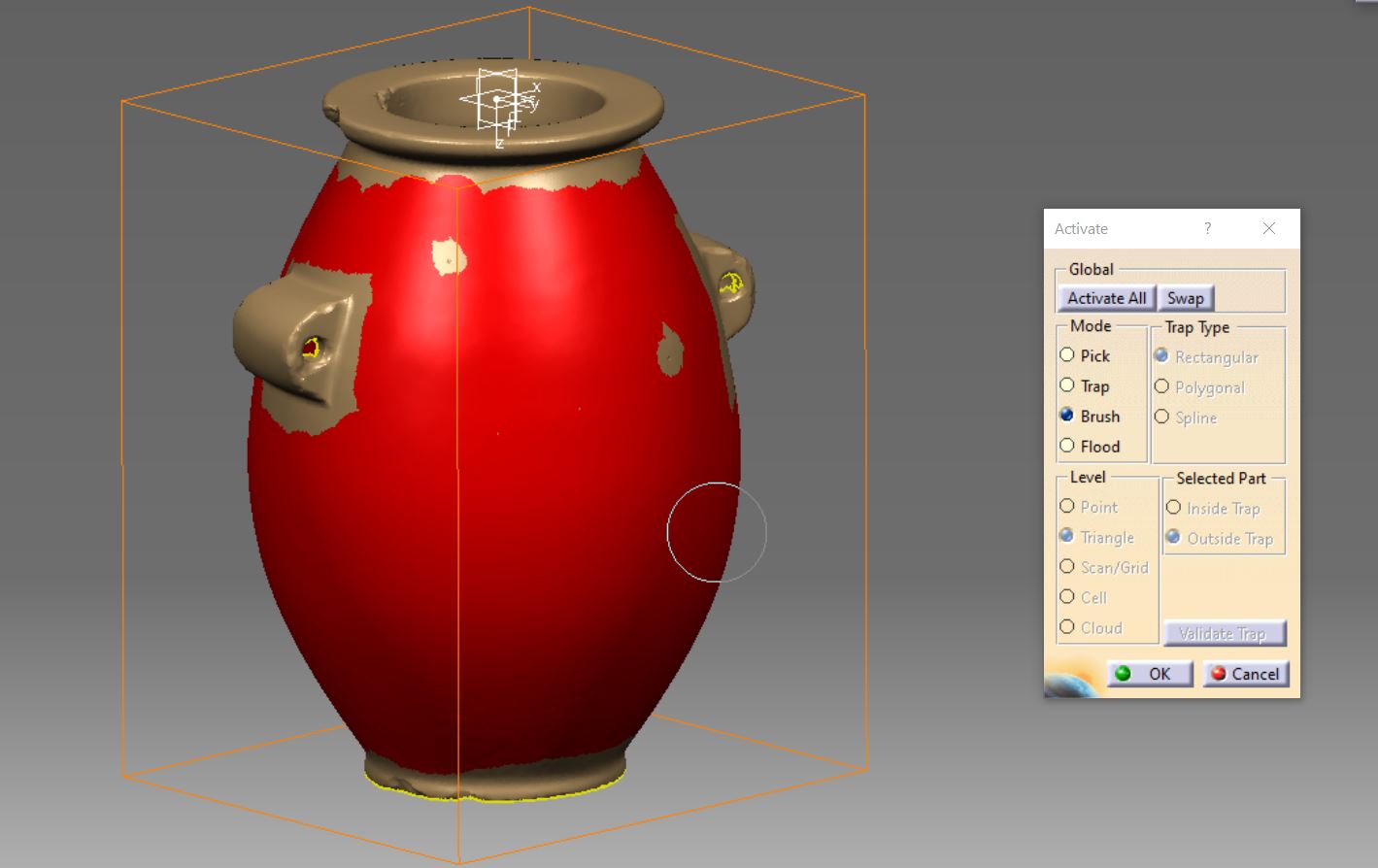
On Sélectionne une partie des points/meshs sur le vase, en évitant les trous surement dû à des impacts avec le temps:
On convertie bien précis, les bords (free edges) on s'en fou:
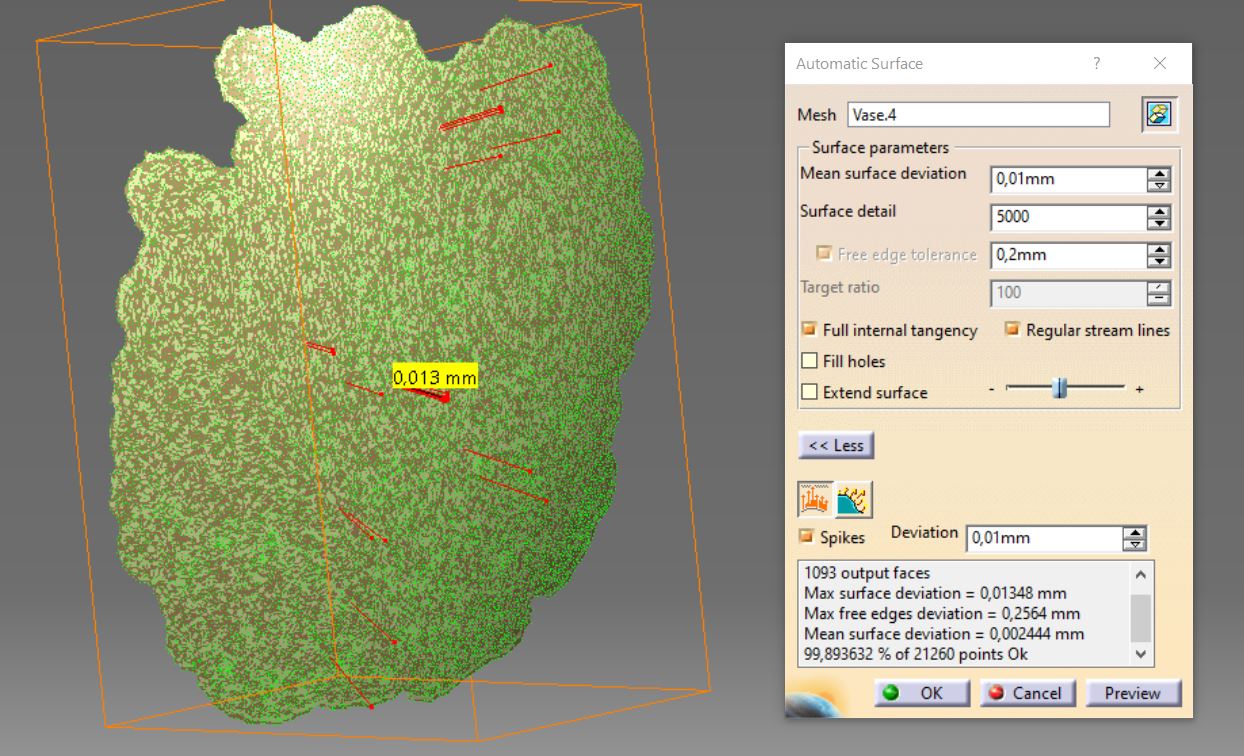
Je pousse les paramètre très haut en précision afin d'éviter qu'un Pyramidiot du haut de son BAC-10 me fasse une réflexion comme quoi c'est pas assez précis la conversion. Conversion Mesh vers Nurbs avec une déviation Max de 0.01348mm pour analyser les bossages grossier, c'est de la surqualité... xD
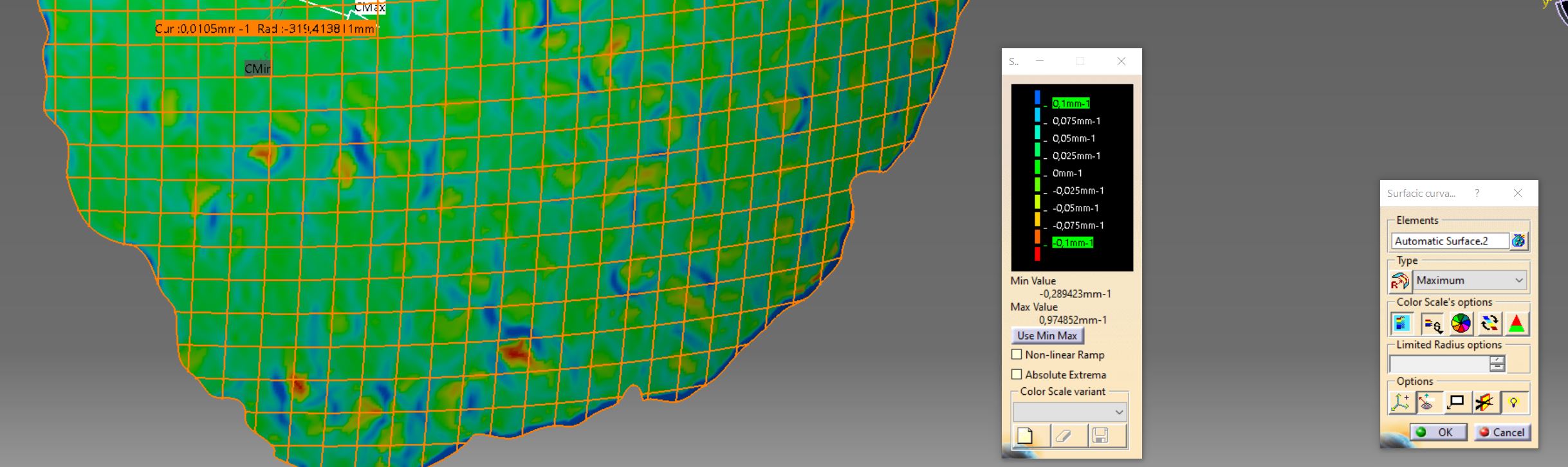
Ou j'ai mal, ca pique sévère.... Pour vous simplifié, une belle pièce usiner, c'est lisse, comme dis plus haut, y'a pas de bossage à +/-0.01mm, là, on est dans les +/-0.1mm, soit 0.25mm de bossage en gros juste sur cette portion, c'est horrible juste, travail manuel à 100%, aucun doute possible, et il ne s'agit pas d'impact, car les bossages sont arrondie en douceur et régulièrement répartie, ont peut voir de vrais impact plus vif à divers endroits:

Fait intéressant en haut on peut constaté moins de bossage, et plus on descend plus le travail est imprécis, ce qui nous donne ici un précieux indice de la méthode de fabrication de l'époque.
(Note: Ne tenez pas conte des bords, Catia à du mal dans ses zones on n'en tiens jamais conte en mesures, tenez conte de l'échelle seulement et des couleurs au centre).
J'aurai tendance à dire que les surfaces du haut sont 3 fois meilleures que celle du bas, notre amie Egyptiens n'a lisser que le haut et eu la flemme ensuite? On à ici +0.3mm et -0.02mm, encore cette fois, au vu des irrégularité, c'est manuel, aucune trace de strie d'usinage. D'un point de vue technique, on s'attarde sur les faces visuels, le Sapiens qui faisait son vase en -300 000, -3000 ou en 2023 en Automobile, on lisse, prend du temps sur les endroit vue par le clients, il est probable que l'Egyptien à lisser le haut, visible par l'utilisateur, le bas l'étant beaucoup moins, ce qui devait lui faire gagné beaucoup de temps si la production était en chaine, on parle ici de Pierre en dureté 7, plus dure que l'acier, c'est donc long à abrasé avec du sable ou autres.
Comme vous pouvez le constaté, j'appuie souvent par des liens, qui renvoie vers des milliers de pages avec centaines de rapport en ligne, histoire que les Pyramidiots ne puissent rien dire, parce qu'on les connait à force....
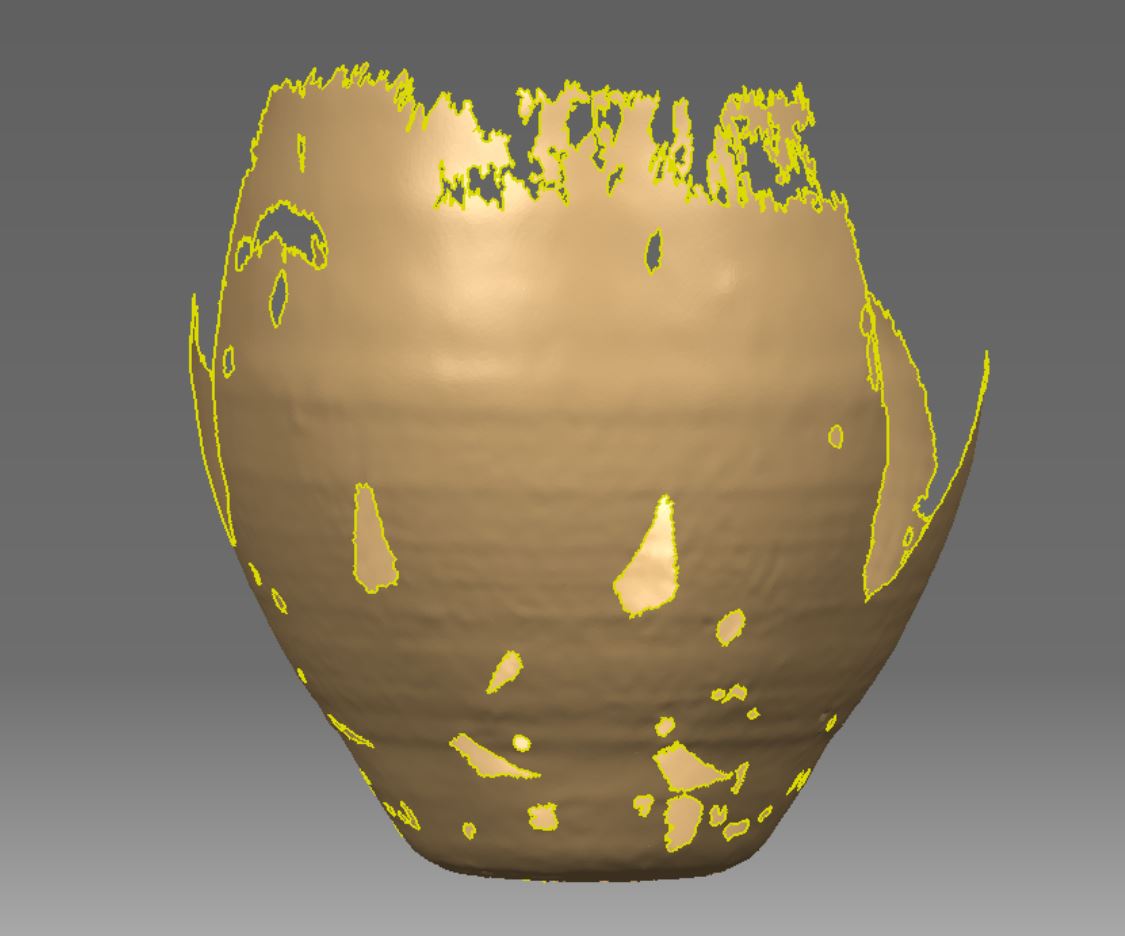
Et puis vous savez quoi, je vais analyser toutes les surface de cotés! J'en suis sur un Pyramidiot va débarqué disant "Blabla" il à pas tous pris... Oki on analyse tous!
Réglé sur +0.12mm/-0.12mm on voit bien la partie basse plus brut. Détails:
Fond du vase
Le fond en dis long, c'est compliquer pour eux, là ou une Machine n'a AUCUN mal:
Difficile de sortir ici les mesures exacts, tellement c'est bosselé et mal réaliser. On est à plusieurs millimètres un peu partout, parfois 6mm même de courbure dans les creux rouge.
Comme prévue, comme tous les vases, le fond est une des parties les plus dur à réalisé pour les vases anciens.
Bon, alors là si un Pyramidiot vous parle encore de machine, il frôle le QI de 1, une crevette est un meilleure espoir niveau mental que lui.
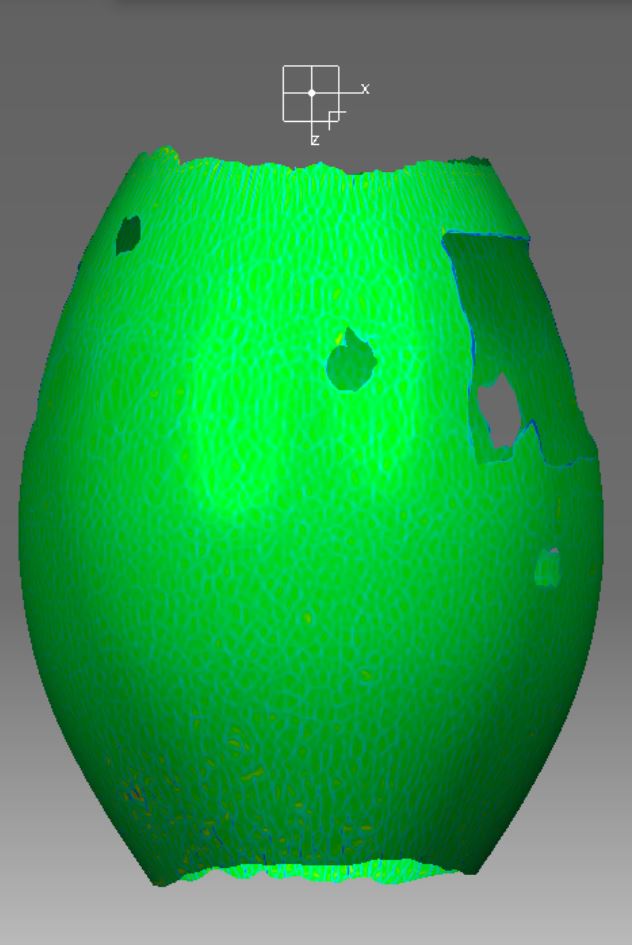
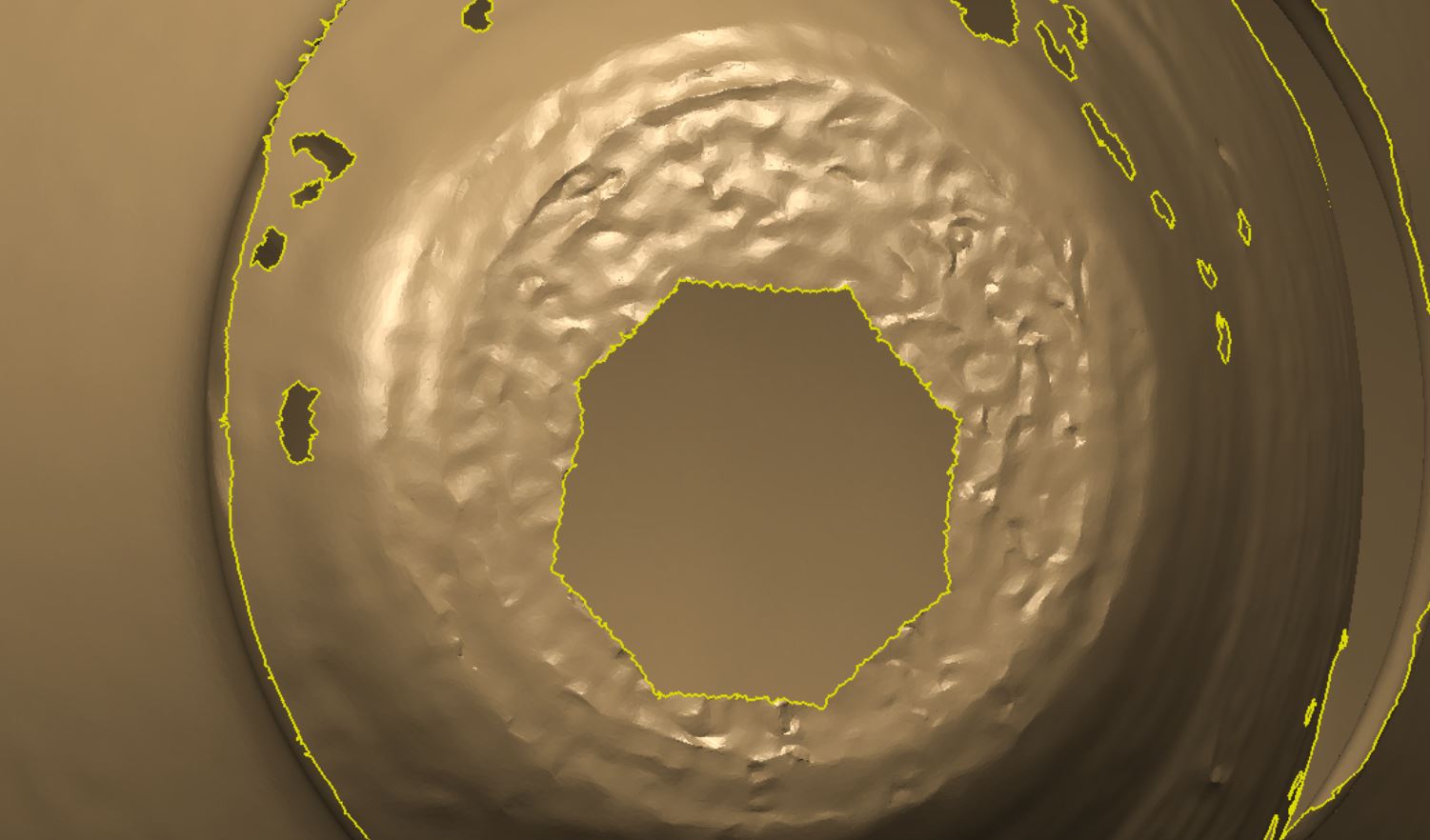
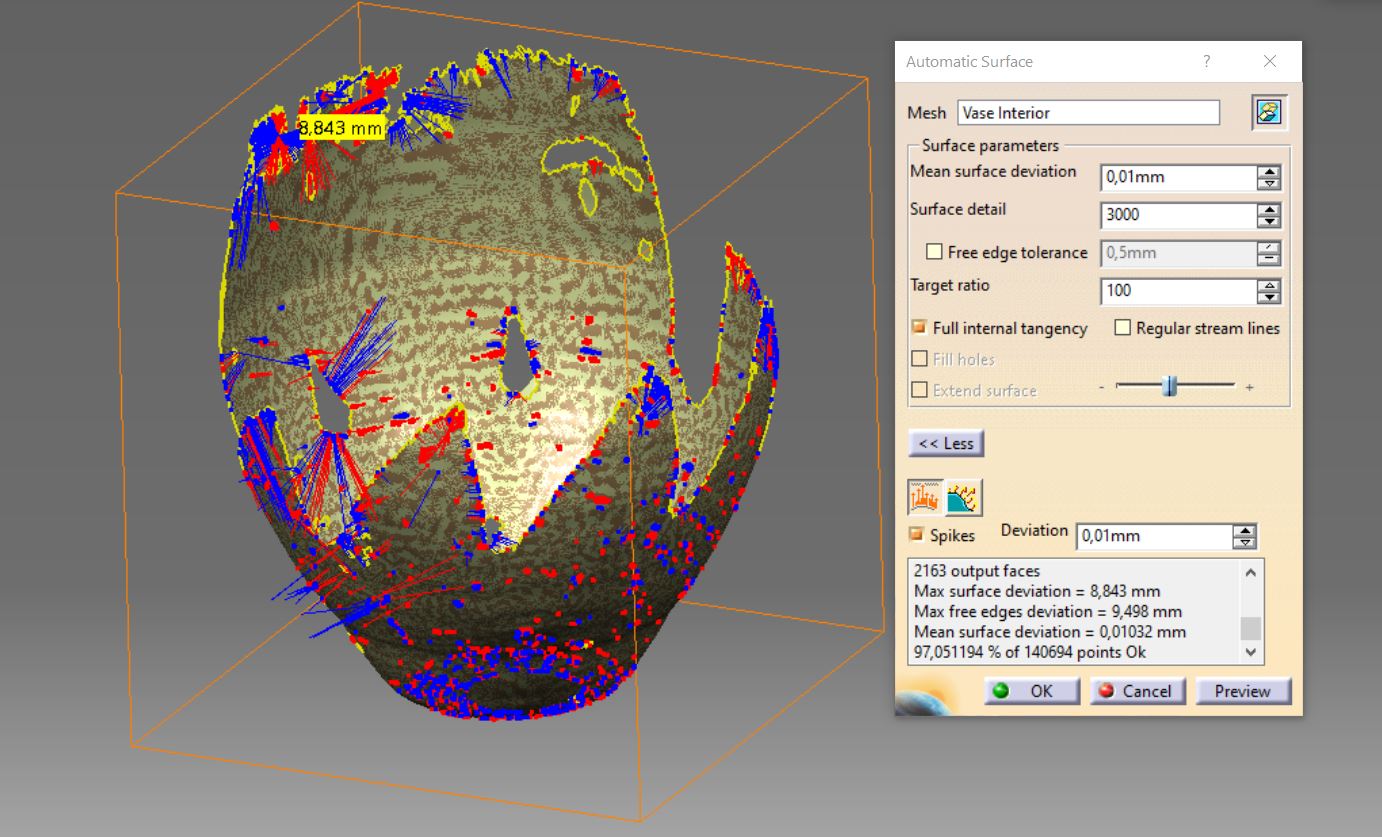
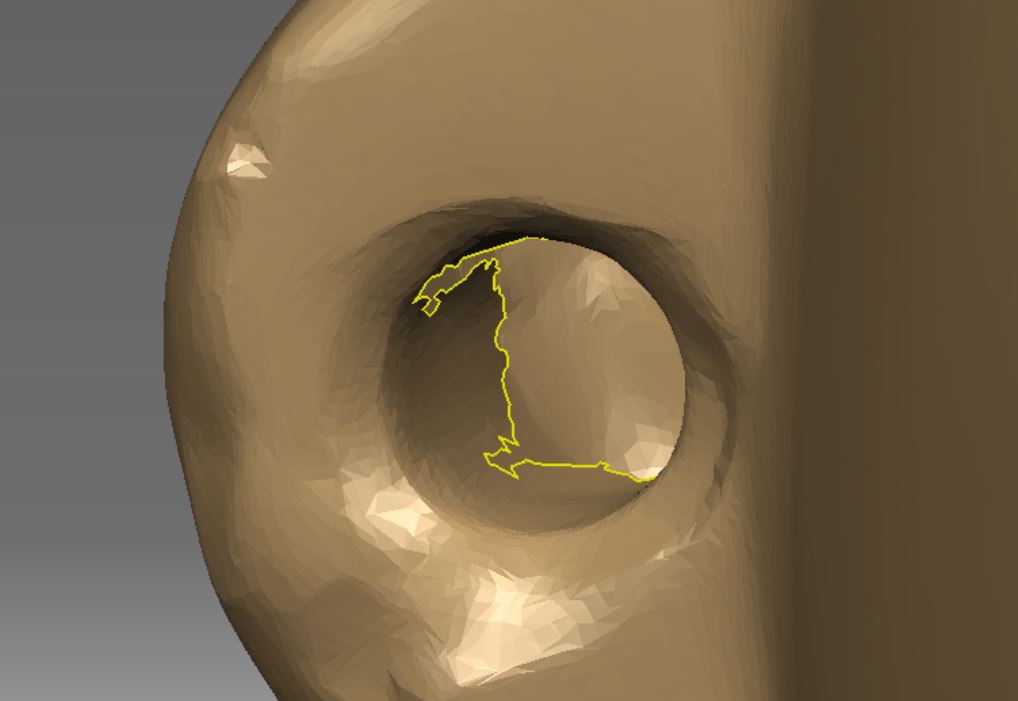
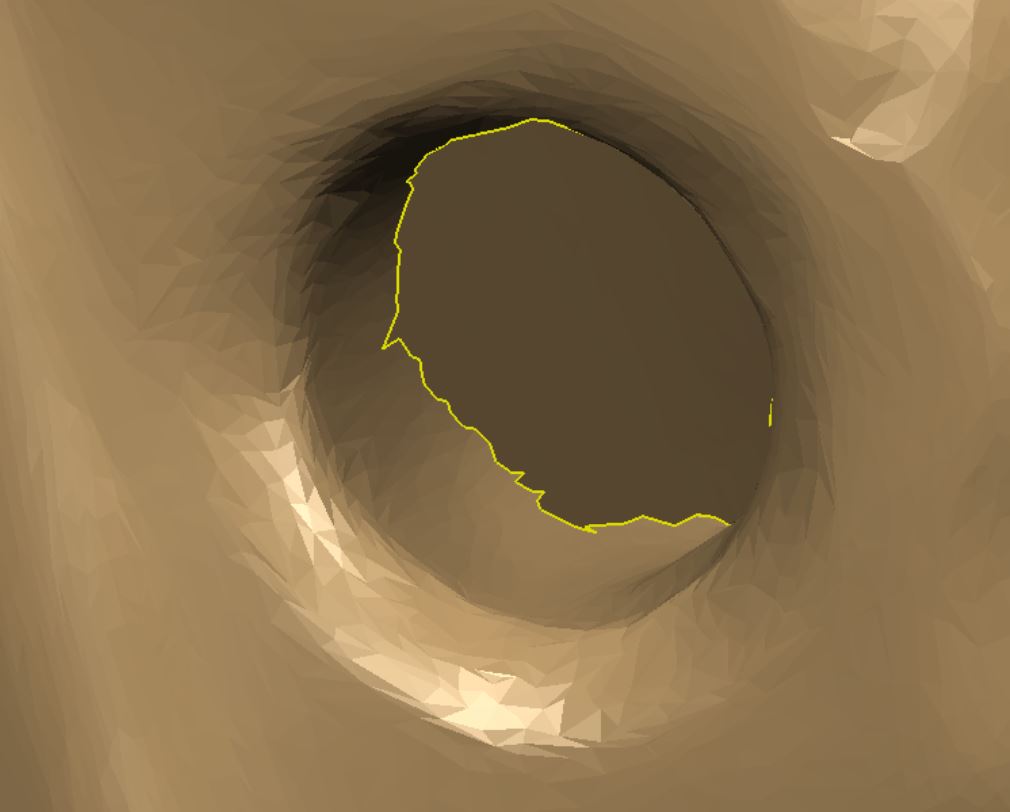
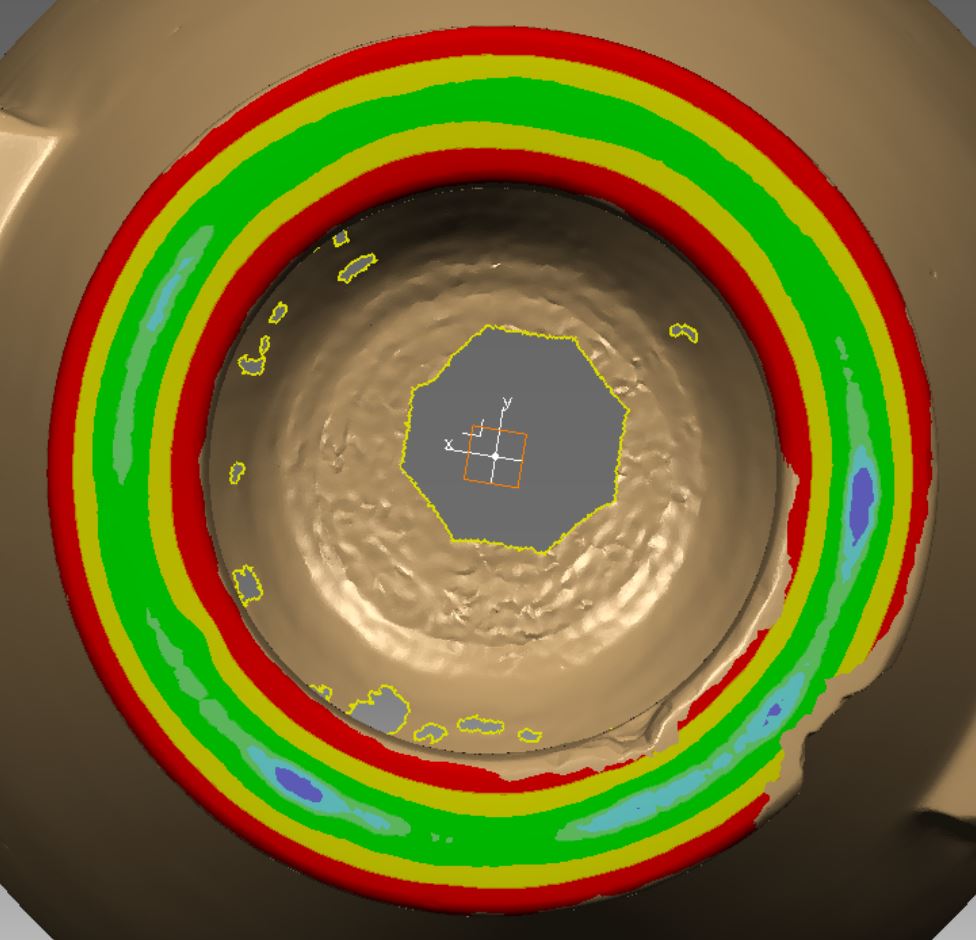
Intérieur du Vase
Comme le fond, l'intérieur est le plus dur, difficile d'accès, là ou encore une Machine y arrive facilement.
Oula, que c'est moche:
Je convertie l'intérieur en Nurbs:
Analyse de Courbure réglé très grossièrement sur +0.2mm (bleue) et -0.2mm (rouge) :
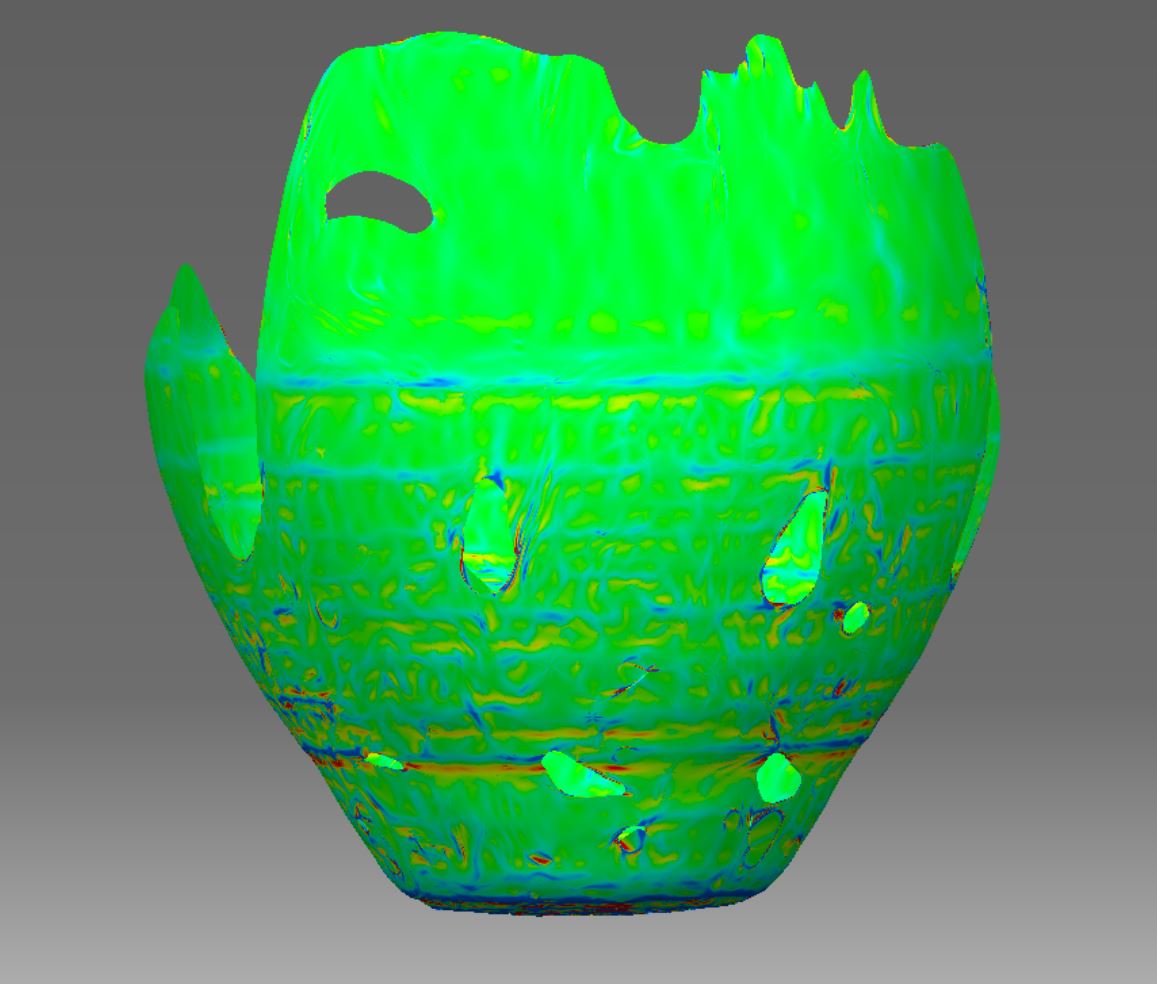
Très intéressant, dans la seconde partie du vase on voie apparaître des stries extrêmement grossières, qui diminue vers le bas. Similaire aux Trou et Carottes retrouvé.
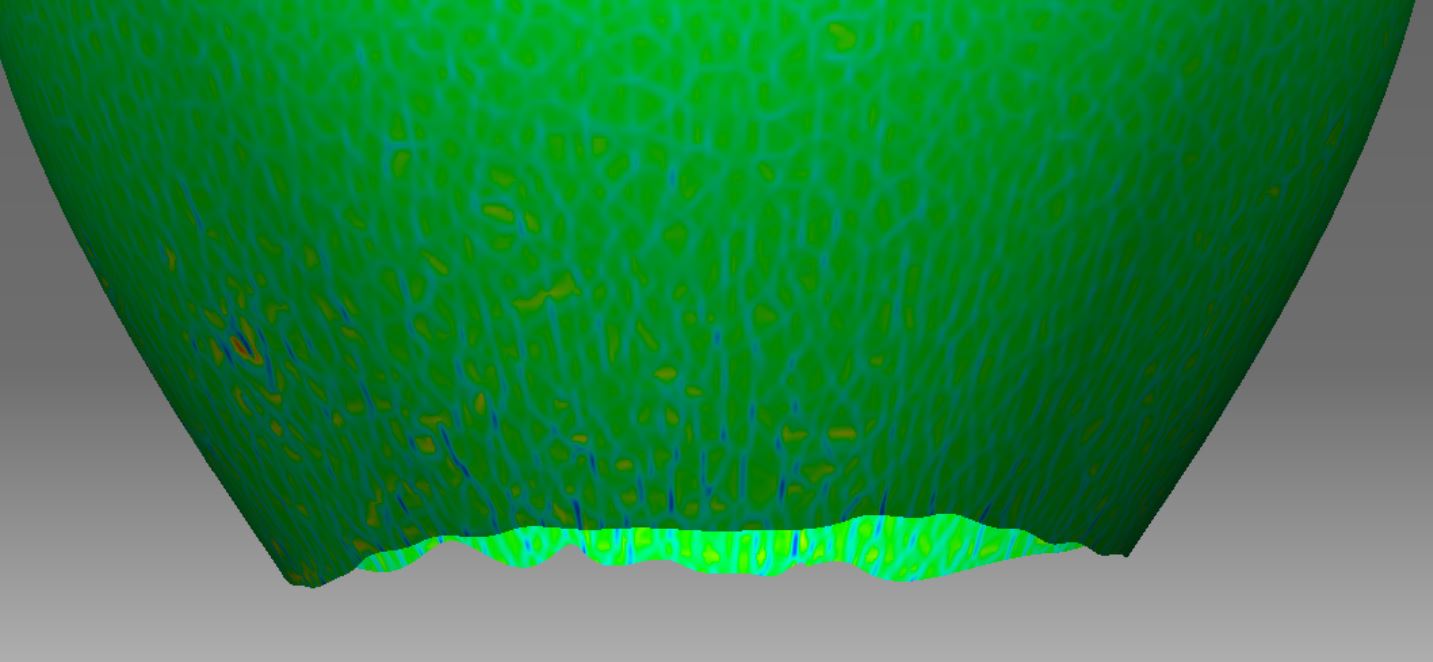
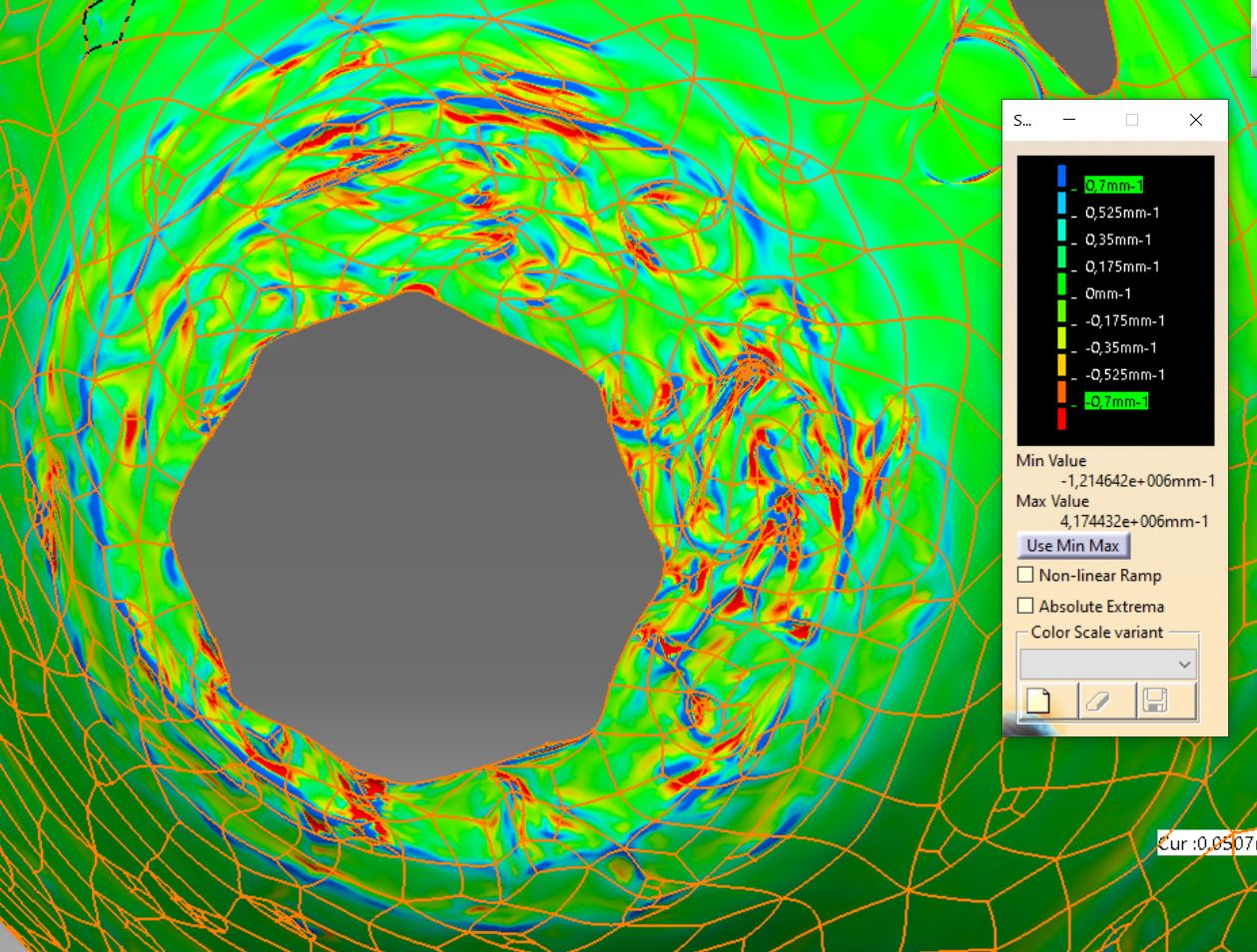
Analyse de courbure en "Inflection" (Bleue = Positif ; Jaune = Neutre ; Vert = Négatif) :
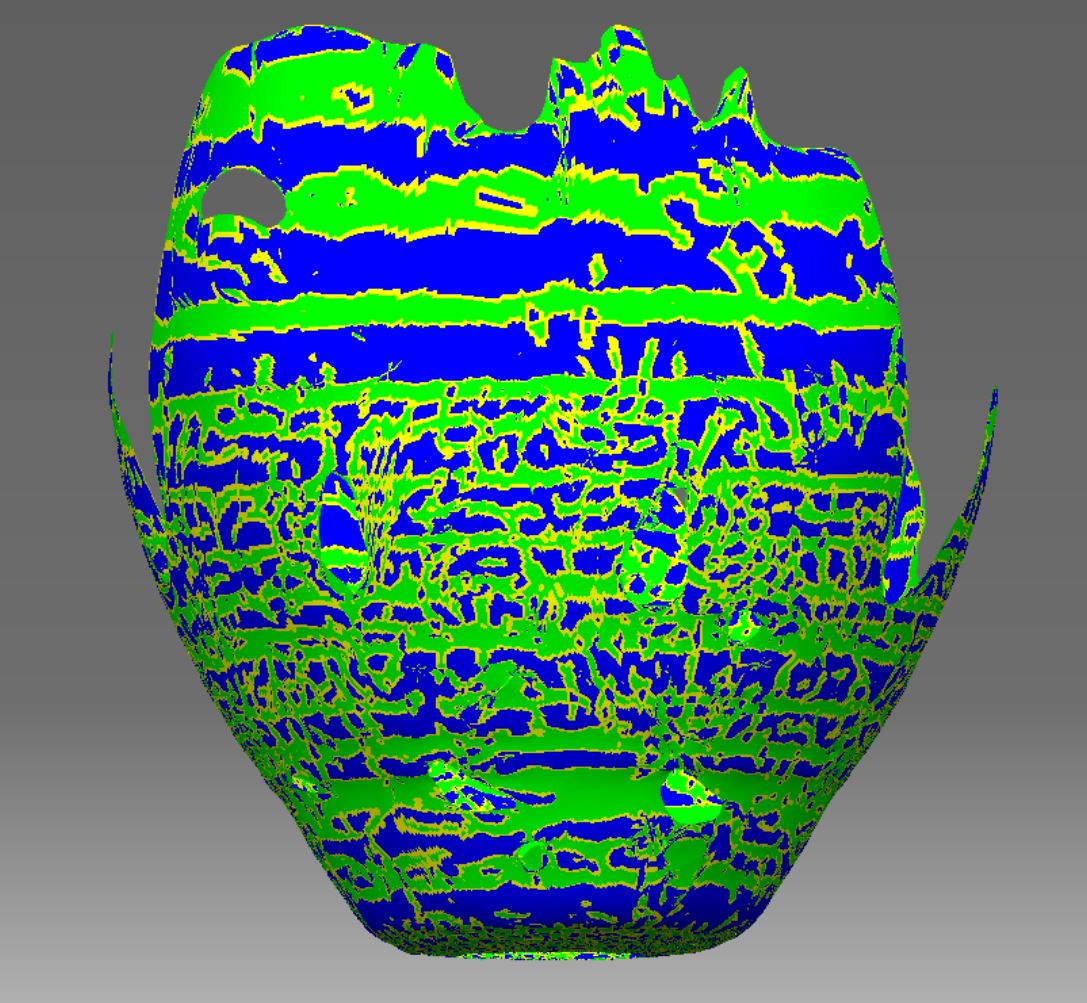
Je rappel quand même sur une pièce usinée en CN c'est tout en jaune... Là c'est un massacre en terme de qualité. Bizarrement, Ben et Dunn oublie de parlé de çà.
Sur des pièces usinées j'analyse avec l'outils de courbure dans les +/-0.03mm, voir moins, ici on est dans les millimètres la qualité est juste abominable, en AUCUN cas une machine de précision n'a été utilisé ici.

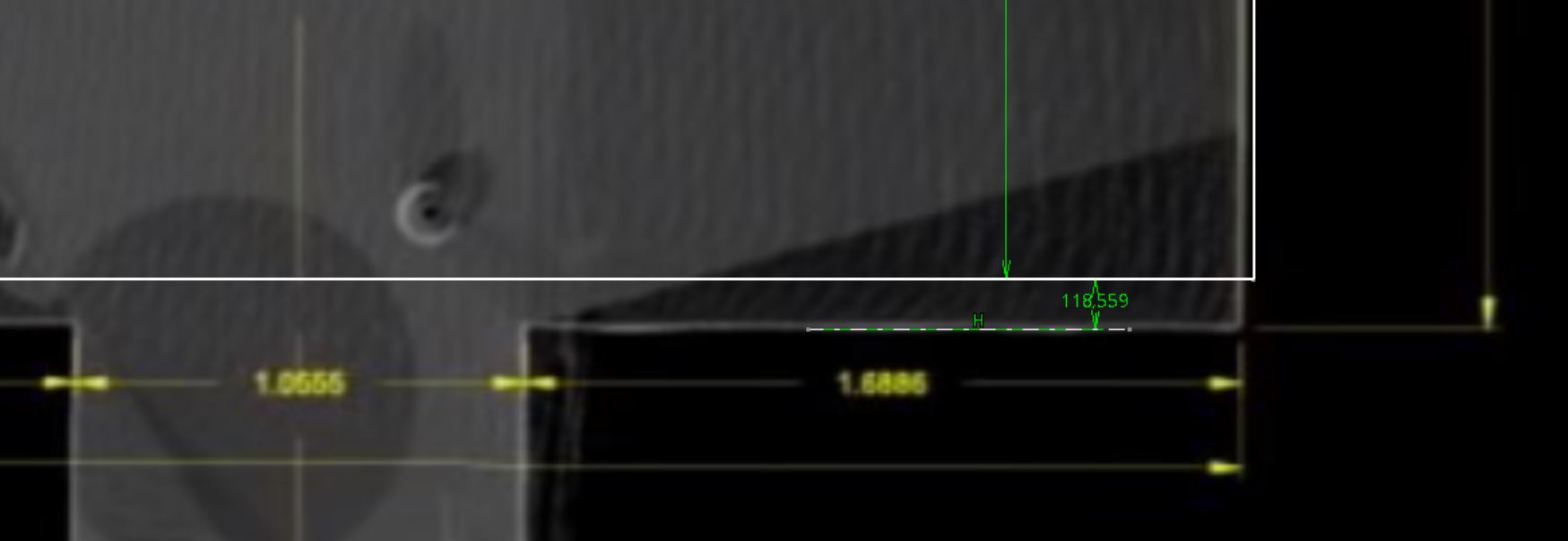
Ecart des parois Intérieur et Extérieur
Bon, c'est fait en CN selon eux, oki, comme on l'a vu, une CN çà fait des coaxialité de 0.05mm normal, et j'en est usiner environ 600 000 de pièce en Aero (oui oui pas une blague). Et bien, UNE des meilleures indications que c'est usiné en CN, c'est que les 2 surfaces soit bien d'écart régulier voir harmonieux non? Une CN n'a AUCUN mal pour un objet de cette taille, allons voir cà!
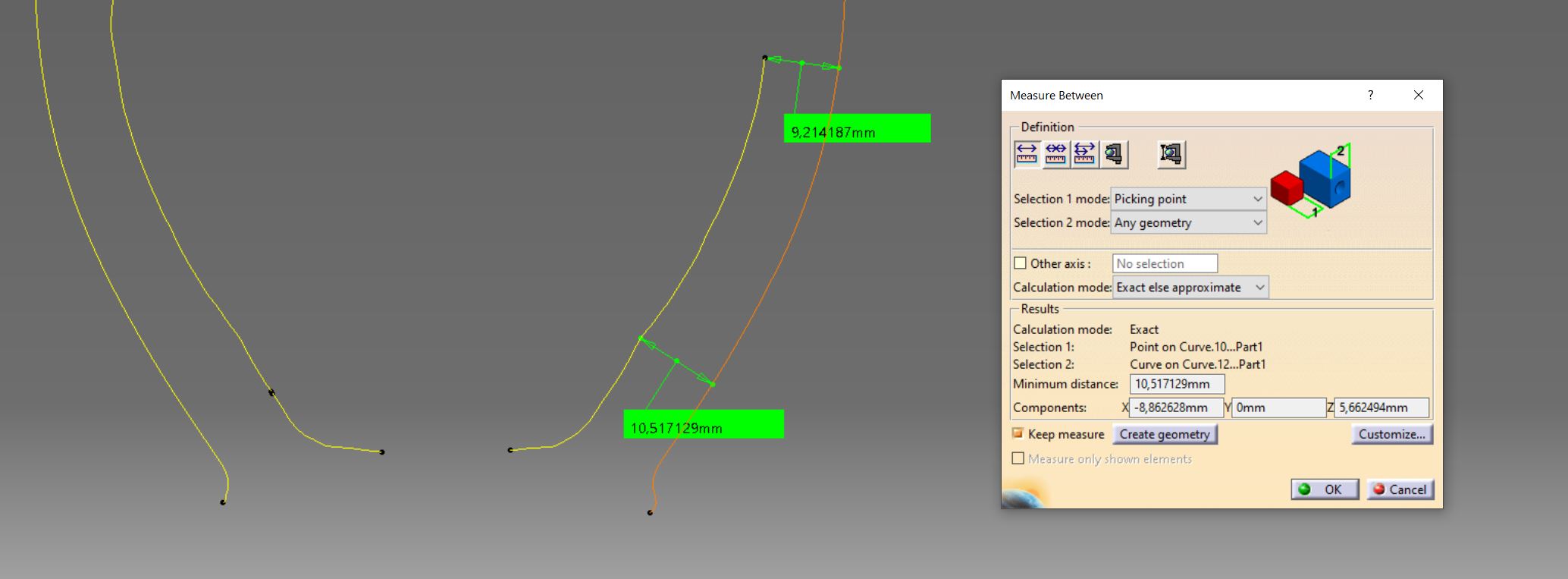
Oulaaaaaa, OMG, oh non, mais c'est horrible!!! Des Pyramidiots ici vont faire une crise cardiaque je m'excuse d'avance pour la gêne occasionner.
Des variation de 1.3mm!!! Les forme intérieurs sont dégueulasses, aucune tangence, variations hasardeuses...

Non sérieusement, c'est pas de la CN, je vous assure, non non, c'est manuel et notre Egyptien à vraiment galéré au vu de la qualité pour l'intérieur.
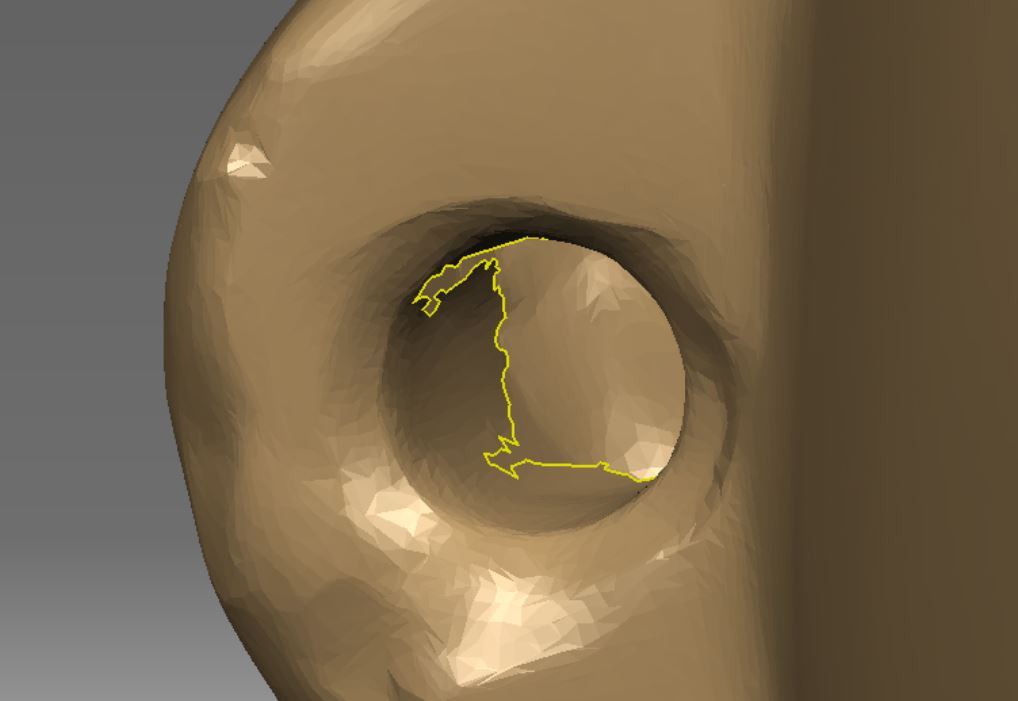
Analyse des 2 trous des Poignées
Marre des horreurs? Encore encore!!!
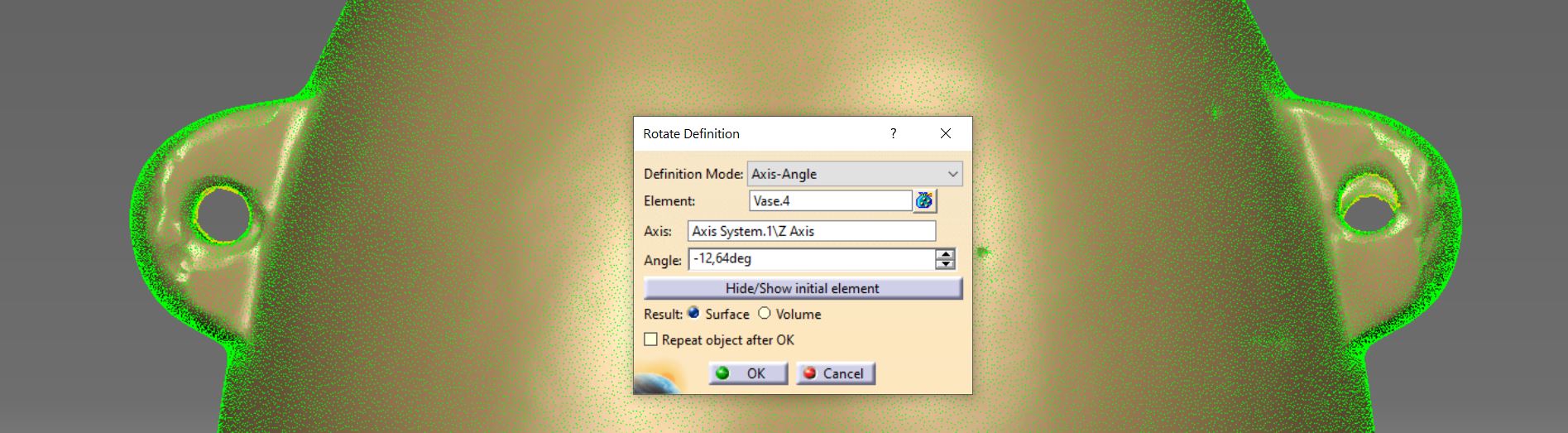

Et oui, c'est juste totalement rater, comme TOUS les vases qu'on voit sur les photos, là ou une CN le fais super facile, on usine des trous a 0.1mm de diamètre, bon alors pas facile j'ai déjà casser des forêts bien chère, mais on le fait, là c'est du gros diamètre quand même, et les Egyptiens n'arrivais juste pas, trop dure pour eux. Bizarrement, Ben en parle pas du tout, non parcque c'est pas comme si çà se voyais pas...
C'est TOTALEMENT désaxé, non aligné, non coaxiale, c'est poubelle direct une pièce de CN comme çà, y'a même pas à allez mesuré ici c'est "Reject" direct en Atelier mécanique.
Fait intéressant autre les bords des trous montre beaucoup d'usure, issue de la fabrication je pense, ca ne peut pas être une Fil ou câble dedans qui userai le granite rose, car l'usure est la même dans toutes les directions, sur tous les trous soit 4 faces aux total. Donc, notre Egyptien à du s'y reprendre à pleins de reprise pour percer, déraper X fois au début, c'est très crade en qualité, mais au vu de leur technologie compréhensible:
Pour les bords des poignées je ne sais pas trop si c'est des chocs ou la fabrication d'origine, en cas de chute du vase c'est eux qui prennent en premier. Et en 5000ans noter vase à du s'en prendre des chocs sur les cotés, surtout que le granit de dureté 7 sur Mohs est cassant.
Non sérieux des Pyramidiots les trous surtout petits peuvent en dire très très long sur la fabrication, et non scanné quelle sérieux...
Analyse de la Planéité de la Reference A
Analysons la planéité, qui est la surface de Reference A, qui est selon eux ultra plane. Bon, souvenez-vus plus haut, pour une CN, 0.05mm est classique.
La surface étant calé de base sur le Plan XY, suffit de mesuré directement sur le Mesh même avec l'outils "Deviation Annalysis" de Catia du module GSE, aucune conversion, on sera au plus pur, au plus précis!
Déjà leur analyse, à chiez pardonnez moi du terme :
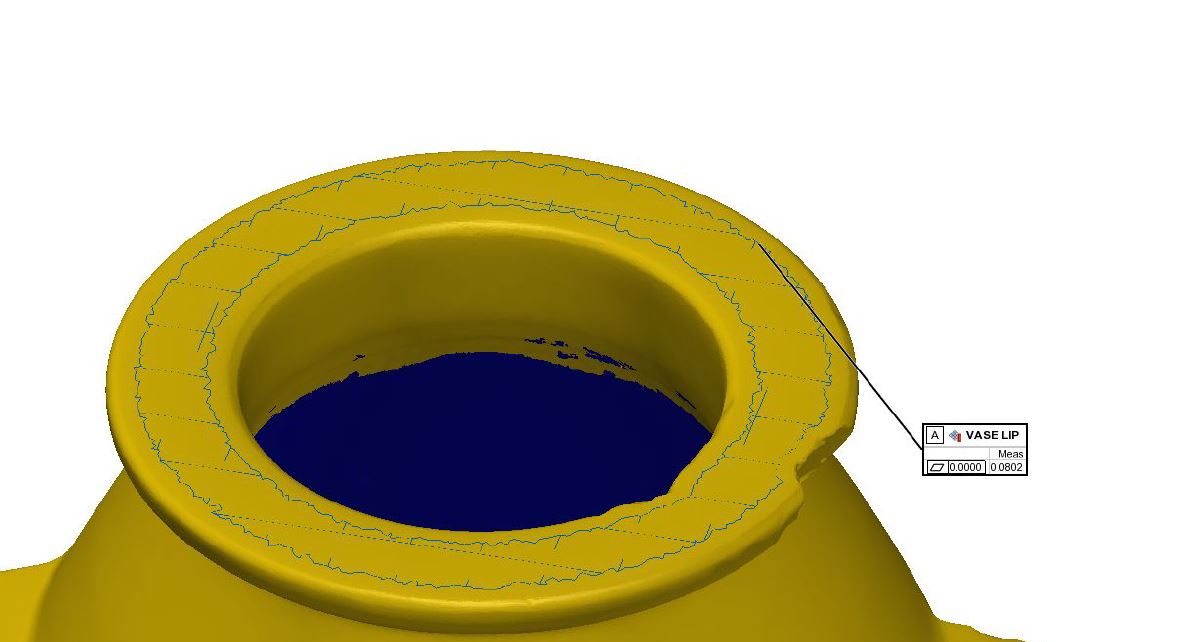
0.08mm trouvé selon leur rapport, je ne sais pas si c'est Polyworks qui est limité ou eux qui ne savent pas l'utilisé, mais une analyse correct, c'est çà:
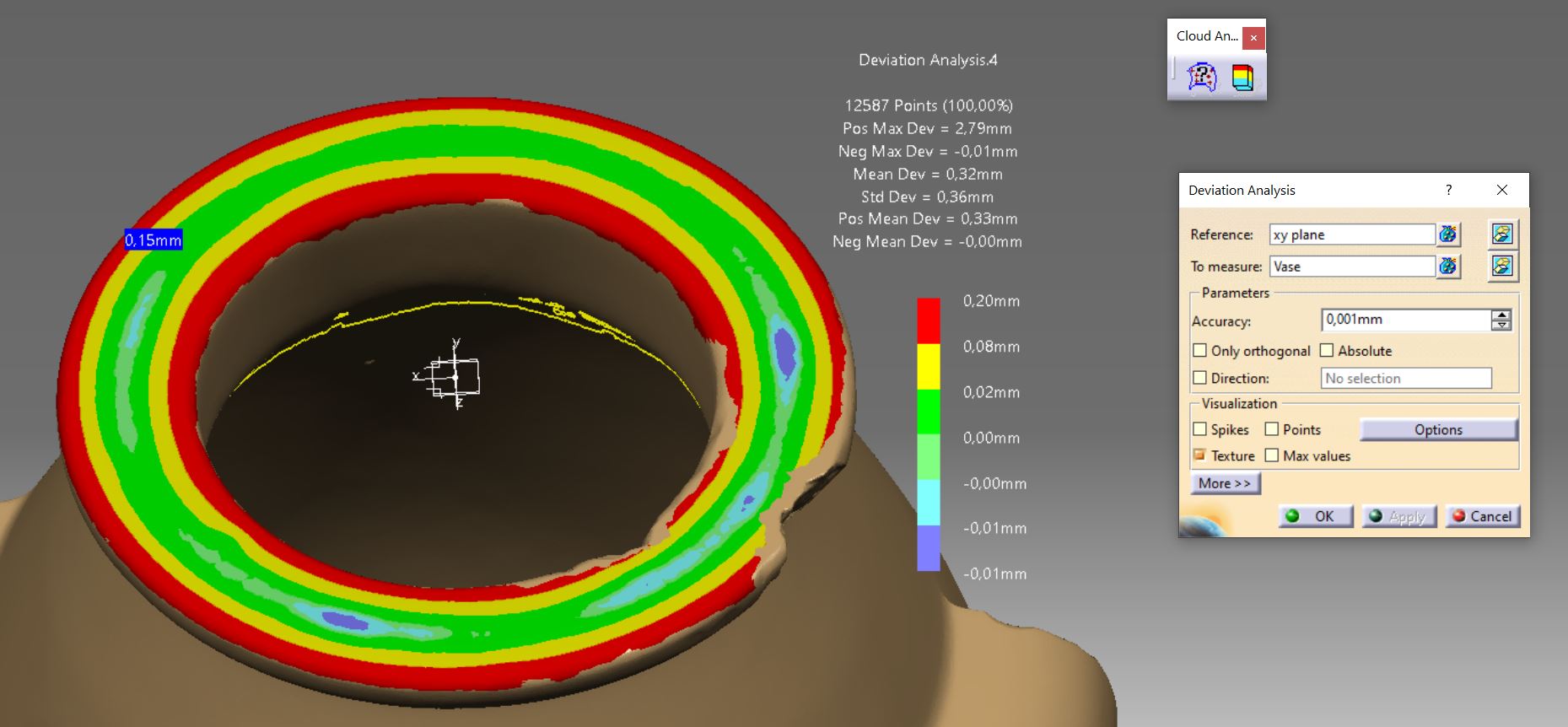
Ah ui, bon déjà, c'est juste encore dégueulasse!!!

Le vert est disons entre 0.02mm et 0.04mm, avec quelques bosse aléatoire profonde de 0.01mm/0.03mm, oublions pas le Scanner, de référence inconnue, à une précision de 0.02mm selon eux, comme on peut pas vérifié, rien n'est sur.
Jaune on est entre 0.04mm-0.08mm, ca chute vite en précision.
Après en rouge ca chute sévère.
Les traces totalement aléatoire en bleue et les marquage étant non circulaire, c'est une pièce frottez sans aucun doute, manuellement. Ben, à proposé çà et les Ingés se sont un peu foutue de sa poire, mais pour une fois, Ben à dis un truc intélligent!!! Il même réussie à avoir raison sur 2 Ingénieurs sois disant Aéronautique!!!

Pas croyable, mais çà en dis long sur le niveau des Ingés en face, de vraie nuls à l'école je pense, ou surtout 2 Ingénieurs avec un Diplôme payé, chose que je voie souvent en Bureau d'étude, des Ingénieurs qui n'ont même pas un niveau BAC, oui oui, ce sont des écoles chère payé, que ce soit en France ou USA c'est pareil. Papa à surement payé le Diplôme au petit poussin Dunn. Donc, en tous cas en BE, c'est évident, ils ne sont pas INGENIEUR, juste le titre. On à faire à 2 jeunes niveau BEP voir BAC maximum. Et je ne dis pas çà méchamment hein, en BE on voie souvent çà juste.
Autre gros gros problème une surface de Référence, est, une Référence, logique, plane, nickel, ici on part donc sur une Référence, A ici, qui n'en est pas une, c'est pas un Plan, mais une sorte de rebord concave ou convexe parfois hasardeuse. Donc, toutes les mesures derrière ne valent rien. Il est impossible d'aller cherché de haute précision au Centième si les surface de Référence sont dégueulasse!!!
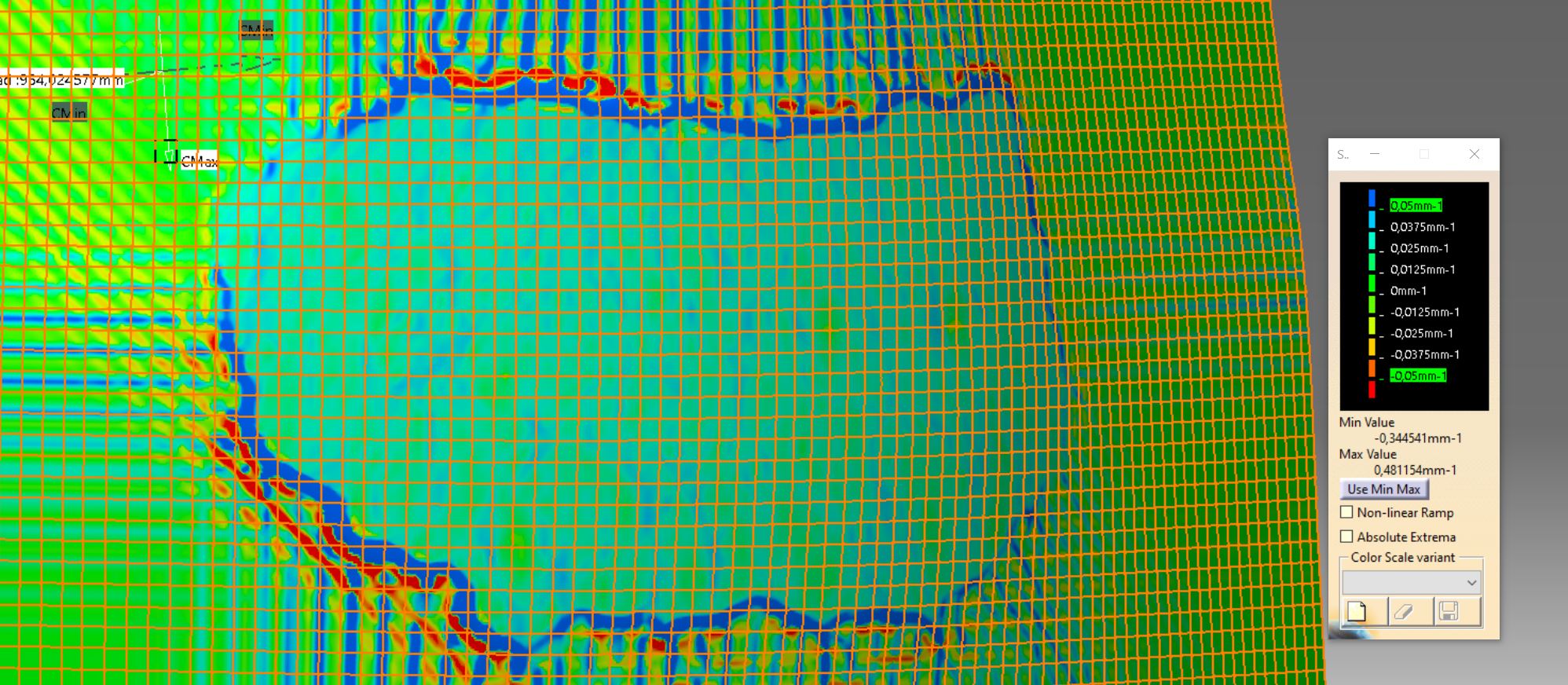
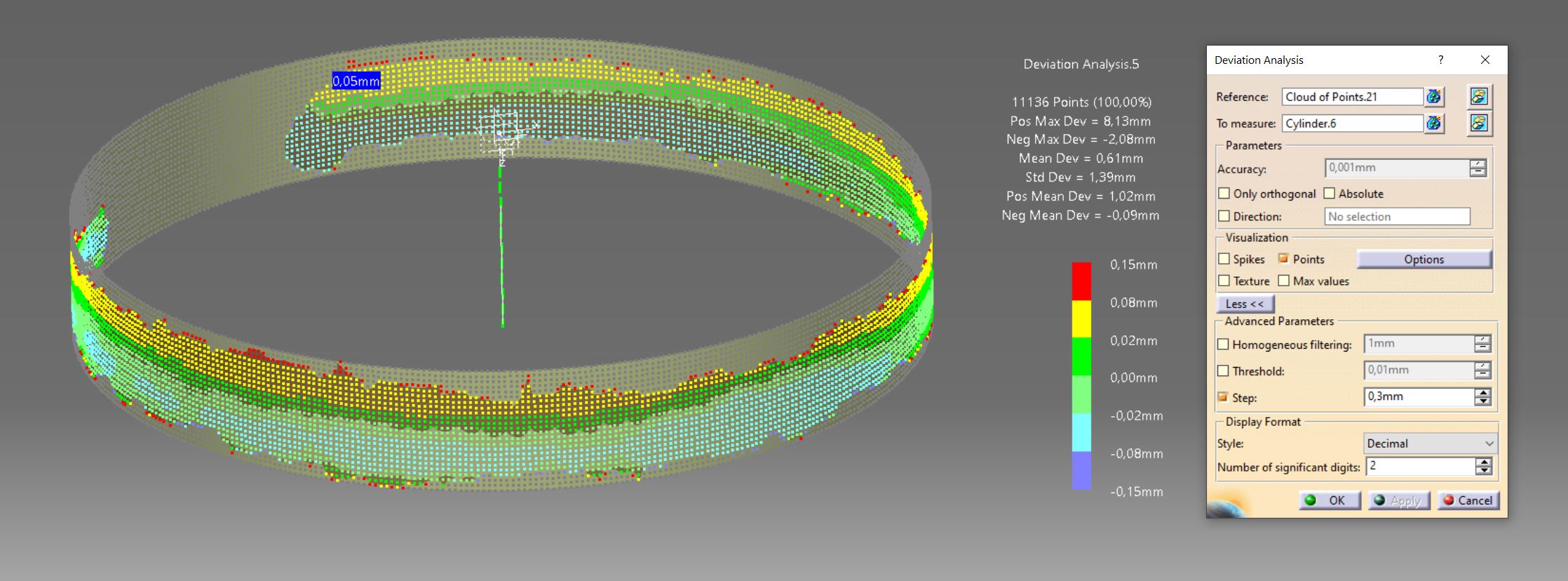
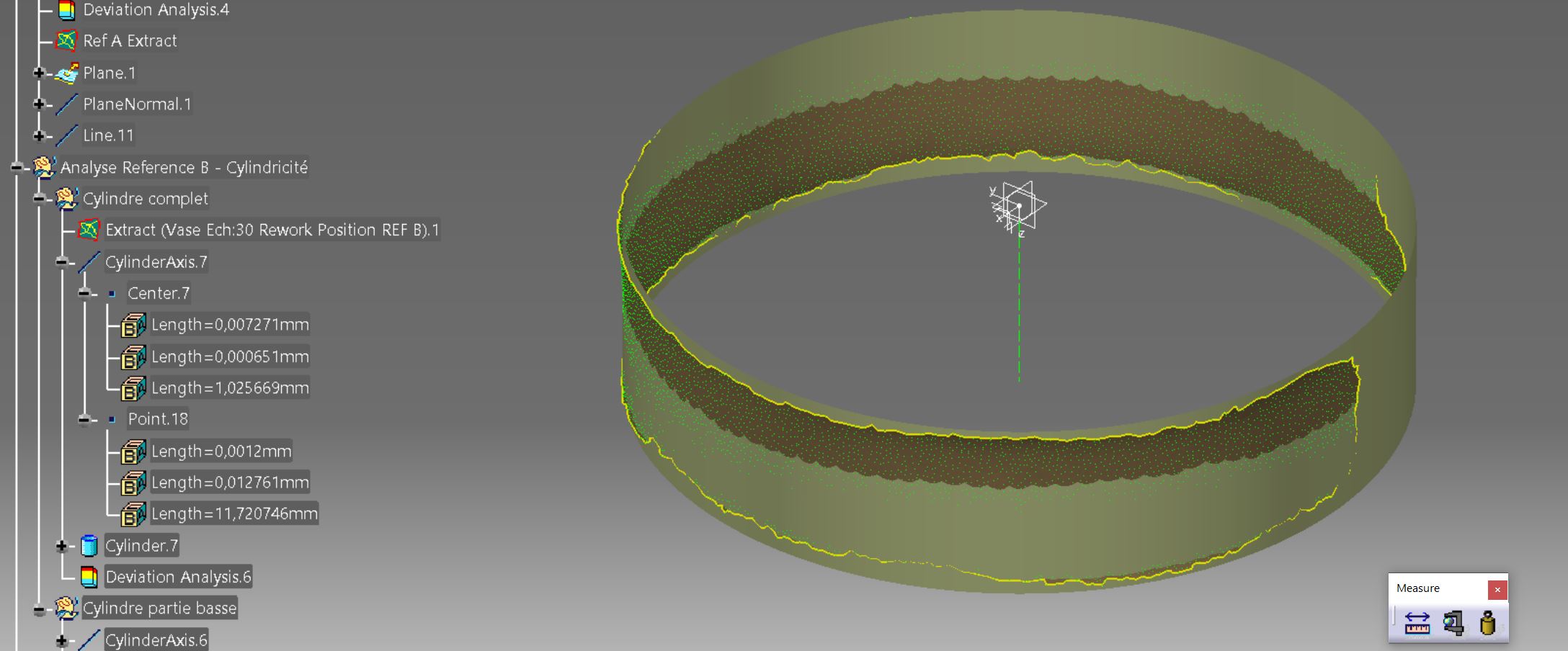
Analyse de la Cylindricité de la Reference B
Bon nos Pyramidiots s'emballe pour cette Cylindricité de super méga haute super génial précision usiné par une CN à 500 000euro super méga génial.
Souvenez vous en haut, une Cylindricité sur CN c'est ULTRA simple, sans exagéré, à telle point que 0.04mm ou 0.02mm est la norme courante, il était content d'avoir 0.326mm souvenez, vérifions:
Je Sélectionne mes petits points dans la cylindre Ref B, j'en fait une reconnaissance AUTO en Cylindre:
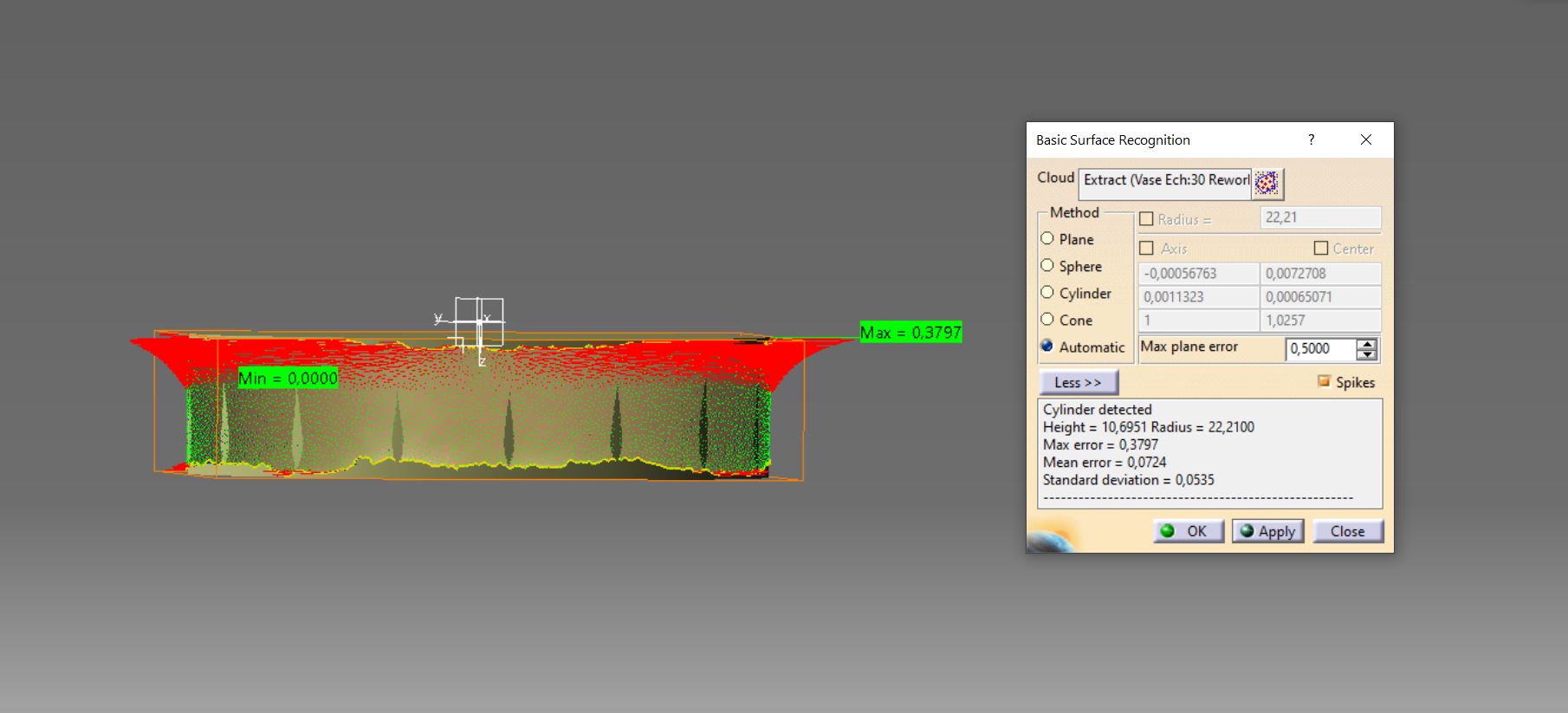
Mais c'est quoi çà encore, quelle horreurs!!! Je check avec l'outils "Deviation Analysis":
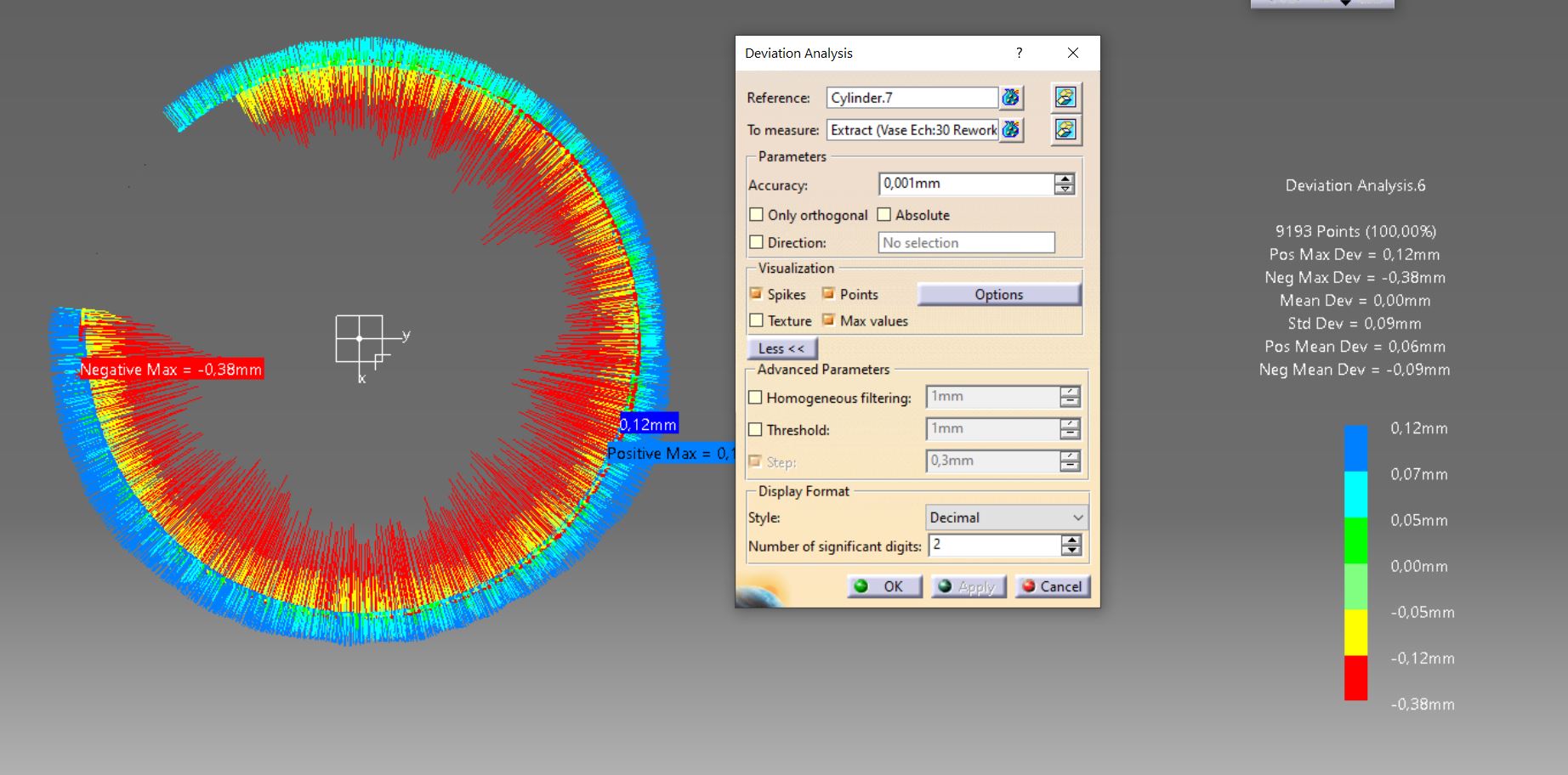
-0.38mm!!!!!!!!!!!!!!!!!!!!
-0.38mmmmmmmmmmmmmmmmmmmm!!!!!!!!!!!!!!!!!!!!

Mais ABOMINABLE juste, 0.04mm on parlais plus haut, et ici 0.38mm vers l'intérieur et 0.12mm vers l'extérieur, preuve ULTIME, EVIDENTE, IMPOSSIBLE à remettre en question ici, que c'est manuel! Une CN ne peut en AUCUN cas fournir une telle abomination de cette qualité, c'est la poubelle direct...
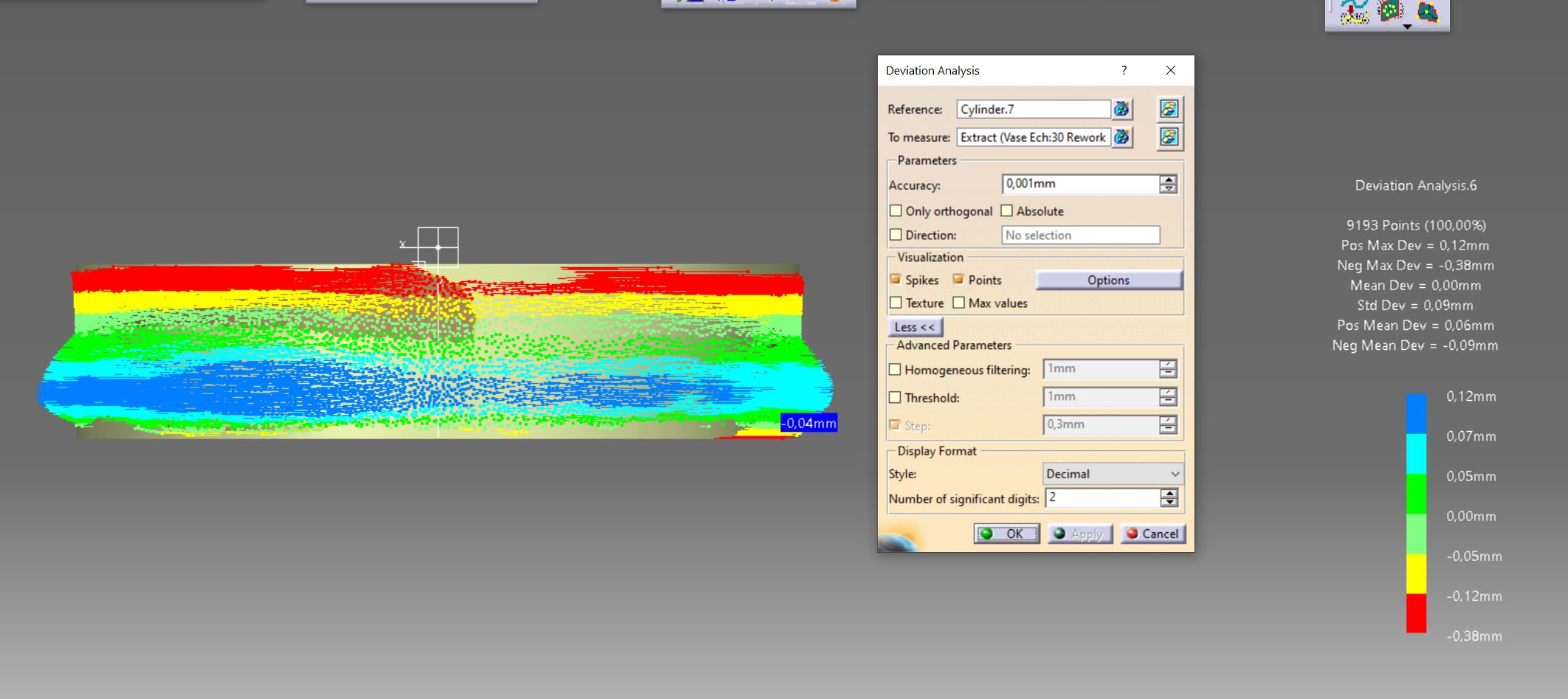
Je vais tenté de prendre que la partie du bas qui est la plus précise, mais c'est fait main encore, on peut voir les creux en bleue clair variable de 0.02mm probablement la finition, notre Egyptien à dû s'y reprendre à plusieurs fois.
Perpendicularité entre la Ref A et la Ref B:
Comme dis plus haut, la coaxialité, c'est le plus facile à avoir, on tourne, et voilà, vous aurez votre Axe au centre peu importe les variations, la preuves en haut. C'est les bases élémentaire quand même ici, mais les Pyramidiots crie à la haute précision pour des coaxialités à tous va. Mais, il parle d'une Perpendicularité entre A et B, vérifions:
Je vois les Pyramidiots arrivé "Hey regarde c'est marquer 0.4mm on à 0.02mm ici!!"
Sauf que vous lisez plus bas? 0.05mm, c'est du cas par cas la Cotation ISO, d'ou sa complexité selon chaque pièce, chaque atelier de fabrication, on met souvent 0.05mm voir moins pour un Cylindre usiner avec un trou dedans, et un Dressage face avant, tous ceci en UNE SEUL et UNIQUE étape en FAO sur CN, donc, apprenez à réfléchir avant et allez usiné en atelier avant de parlé, ne parlez pas sans savoir, et peut-être un jour vous arriverez à un état mental supérieur à un QI de 1, on ne vous appellera plus Pyramidiots...
Ah, ui en effet, 0.02mm de perpendicularité avec le Plan de Ref A. Enfin 0.04mm avec la précision du Scanner, mais on à pas la Référence c'est une supposition. Donc on à la qualité en Perpendicularité d'une CN ici.

Sauf que, attendez, les 2 Références A et B sont juste dégueulasse, déjà on génère des Primitives à savoir Plan et Cylindre ici, donc approximatif. Toutes les cotations sont juste ignoble, c'est, peut-être, juste le hasard ici! Je vois déjà les Pyramidiots de loin:

TOUTES les cotations de très très mauvaises qualités ont été oubliés bizarrement par Ben et les Ingés, et là, on trouve UNE et UNIQUE mesure précise, il s'en empare et crie aux Machines ! Parcque si c'était une machine, c'est bizarre, une seul et unique cotation réalisé bien dégueulasse pour noyé le poisson, et le reste on laisse, et sur les milliers d'autres vases c'et encore pire....
Alors 2 solutions:
- Pur Hasard: Allez dans la nature et prenez des arbres et cailloux, vous aurez un moment une perpendicularité à 0.02mm obligé, et même tous les jours vous en aurez.
- Notre Egyptiens était bon, le meilleure même, et à réussi une bonne perpendicularité, mais il faut scanné beaucoup d'autres vases et faire une moyenne.
Et même si notre Egyptiens à réussie, vous oublié les 99% autres cotations totalement peu précise?
C'est à investiguez pour la compréhension anciennes en fabrication des vases, scanné d'autre Vase, beaucoup de travail, mais bon, en faite, ca apporterai quoi au final? C'est fait mains à 100%, peu importe une ou deux cotation précise. Une CN c'est 99% de cotation ultra précise, pas 0.1%. les Pyramidiots ca parlent beaucoup mais au final il font quoi à part des Vidéo Putaclick YouTube? Ba rien, Financé le projet, sauf que bien sur y'ora personne... Grosse sommes d'argent investie pour savoir une perpendicularité inexistante, génial mettez votre argent ailleurs... xD
Après LRDP et des dons à tous va de 200 000euros je sais plus exact, 99% était faux et le Grimault derrière tous çà est peut-être en prison en ce moment ou vous lisez ses lignes, Leplat à avoué avoir menti, on à jamais eu les Scans de Gizeh promis juste des grottes aux centimètres dégueu, TOP vous voulez pas recommencer avec Ben? Non parcque vous connaissez son passé à lui? Ses Diplômes? Ecoles faites? Non rien...
Dans les 2 cas, mesure rejeter encore une fois, manque de Data provenant d'autre vases, et mesure prise sur 2 surfaces de Référence hasardeuse qui n'en sont pas.
Cotation ISO GPS normalisé
Je vais être sympa, et les aidé un peu, bien que, je suis sûr à 99% qu'il ne comprendront rien:
Ensuite, on utilise les Tolérances de formes, je pense qu'ils ne savaient même pas leur existence:
J'ai attendue, j'ai eu un espoir un moment que sur 2 Ingénieurs un en parle, mais non! Il n'ont même les bases élémentaire niveau BAC en Cotation ISO.

Et aussi le tableau qu'a fournie l'Académie de France pour les études de mécanique:
J'espère que je vais pas tuer Ben d'une rupture d'anévrisme avec tous çà je m'en voudrai un peu...

Problèmes du Rapport
Le rapport est rejeter de façon catégorique.
Pardonnez moi du terme, mais c'est un vrai torchon d'incompétence technique, dans n'importe quelle Industrie vous fournissez un rapport pareil, vous êtes à la porte rapidement.
Différents problèmes soulevés:
- - Affirmation d'usinage par une machine moderne illogique, sur 1000 vases aléatoires mal finie pourquoi seulement 1 vase est usiné? Les 1000 autres aurait de haute précisions
- - Références A et B inutilisables imprécises, donc toutes les mesures sont fausses
- - Usinage précis sur seulement une infime partie du vase, une pièce usiné est précise partout
- - Les milliers de vases sont tous uniques, les usinages en série font des pièces identique à 0.01mm-0.1mm près
- - Axe de la Reference B non centré dans le repère X/Y
- - Rapport incomplet, il manque le plus important et le plus imprécis: 2 trous des poignées et l'Intérieur du vase
- - Marque et Référence du Scanner non fournie
- - Mensonge sur les 0.02mm de précision du scanner, le seul est le GOM ATOS CORE 45, limité en volume
- - Aucune mesure donné pour les cotations du vase, importation approximé des dimensions réel de l'objet pour l'échelle dans Catia
- - Cotation ISO lamentable, incomplète et totalement fausse
- - Abus des Simplifications sur Polyworks pour les conversions Mesh vers Nurbs (Sphère, Cylindre,...)
- - Non communication sur les autres vases scannées moins précis
- - Manque de donnée, 1 seul et unique vase est insuffisant pour en déduire des précisions
- - Sélection du vase à scanner le plus précis qu'ils ont trouvé
- - Orientation forcé des mesures précises et négligence des imprécises
- - Non utilisation des Tolérances de Formes de la Cotations ISO
- - Aucune comparaison avec les machines modernes concernant les classes dé précisions
- - Etude réalisé par des Ingénieurs aux Diplômes payé niveau BAC maximum voir CAP/BEP
- - 4ans pour un petit rapport, temps anormalement long pour la qualité fournie
- - Analyse des poignées avec le comparateur sur la surface du bas du vase qui n'est pas une Reference
- - Aucune comparaison avec les méthodes anciennes, pourtant disponible (Stocks, Morero,...)
- - Communication et comparaison absente avec les rapports existants (Sarcophage de Khéops - Plan et Précisions, Cylindre Numéro 7 de Petrie (UC 16036), Etudes - Mégalithe, Rapports - Mégalithe)
Conclusion
Franchement je sais pas quoi dire, c'est tellement n'importe quoi. Peut-être une mauvaise blagues?
Plus sérieusement, c'est lamentable, désastreux, jamais vu une merde pareil en 25ans de mécanique et autant de stupidité et erreurs.
Un mec qui essaie, Ben ici, de faire de la Cotation ISO GPS, soit l'un des domaine les plus complexe de la Génie mécanique, comme dis plus haut même avec 10-15ans d'expérience, on galère souvent avec la Cotation ISO, c'est juste ridicule, et risible aussi j'ai bien rie je dois vous avoué. C'est le même problème avec les religieux, pour s'auto-convaincre, des gens vont allez exploré des domaines très complexe et tiré des conclusions hâtives pour soutenir leur idées extrémiste, ce que fait Ben ici.
Ben n'a aucun diplôme en mécanique, aucune expérience, il n'a jamais usiner une pièce, jamais fait un programme CNC, et il maitriserai le domaine le plus complexe de la génie méca ?
En tous cas merci pour le Scan, dans un sens, oui, ca fait avancé la science, comme Pooyard et son Scan des grottes Ben viens de se tuer un peu tous seul en fournissant le Scan d'un Vase fait main, les preuves sont indéniables, c'est du solide, vous n'arriverez jamais à démonté mes arguments sans vouloir être prétentieux, checker et vérifié par plusieurs Ingénieurs Aéronautique.

 - UnchartedX Ben")



 - UnchartedX 11")
 - UnchartedX 2")
 - UnchartedX 3")
 - UnchartedX 10")
 - UnchartedX 13")
 - UnchartedX 4")
 - UnchartedX 5")
 - UnchartedX 6")
 - UnchartedX 7")
 - UnchartedX 8")
 - UnchartedX 9")
 - UnchartedX 12")








