
Abrasion de Pierre dur comme le granite avec un Tube en cuivre.
")
")
")
")
Détails - Mégalithe
Sources - Mégalithe
♦Livre♦
Experiments in Egyptian Archaeology: Stoneworking Technology in Ancient Egypt
103. The working of stone with copper chisels and adzes, with flint chisels, punches, scrapers and adzes, and with grinding stones and stone hammers only supplied part of the craftworker’s capability to fashion all types of ancient stone artifacts. In order to enable ancient Egyptian artisans to create the range of objects demanded of them during the Late Predynastic and Dynastic periods, other technology required development. Often, modern technology evolves from earlier techniques and materials, and it is likely that such fundamental developments also occurred in ancient Egypt. Thus, two important tools for cutting the stones were added to the craftworker’s tool-kit, and these were the flat-ended copper tubular drill and the flat-edged copper saw, both used with a particulate abrasive. The tubular drill predated the invention of the stonecutting saw, which probably owed its development to the introduction of hard stone for architecture in the Early Dynastic and Old Kingdom periods. The stonecutting saw is a direct development of the serrated woodcutting saw, itself a development from the serrated flint knife and sickle. No examples of copper stonecutting tubes and saws have survived to the present day, nor have any tomb representations of them been found.
103. The common reed usually grows in marshy conditions, where it can attain 5 metres in height;2 it is much shorter in drier places. Large reeds have a diameter of several centimetres, and their stems are woody and strong. The slender, straight stem of the grass family of plants is hollow along its length, except at the leaf joints (nodes) which occur every few centimetres; these thin, internal leaf joint partitions completely block the tube’s diameter. The partitions make the stem resistant to the wind. They can be removed, as previously described in Chapter 2, by breaking through them with a sharpened thinner reed, although this is not necessary for the manufacture of a tube in use as a drill. Provided the selected hollow section of the reed is left long enough to be engaged by a bow-string, or can be twisted clockwise and anticlockwise with the hand, it fulfils the requirements of a drill. The tubular drill produces a tubular-shaped slot, which surrounds a central core; this technology allows the removal of a small amount of the stone by drilling, but achieves the full-sized hole on removal of the core (Figure 4.1). It is likely that certain types of stone were first drilled with tubes made from reeds, which operated with a necessarily dry particulate abrasive at their cutting ends
106. The archaeological evidence for abrasives is inextricably linked to the evidence for copper stonecutting saws and tubular drills and, therefore, both matters need investigating together. The ancient use of saws and tubular drills upon stone in Egypt was first recognized and recorded by W.M.F. Petrie. In the early 1880s, he examined saw marks on the basalt pavement on the eastern side of the Fourth Dynasty pyramid of Khufu at Giza,8 and also investigated saw marks on the rose granite sarcophagi of Khufu and Khafre.9 On Khufu’s sarcophagus, Petrie noticed that straight, parallel striations ran horizontally along the sides. He stated that a saw about 9 feet10 (2.7 m) in length was used to cut the granite to shape, allowing for the stroke of the tool.
107. Tubular drills, driven by a bow, were employed for drilling out the interiors of calcite, granite and other hard stone sarcophagi, but a detailed analysis of sarcophagus manufacture is reserved for Chapter 6. The bow-driven copper tubular drill was certainly used to drill the tapered holes in long tubular-shaped lug handles carved on the stone vessels of the Nagada II period: the experiments revealed that only bow-driven tubes produced tapered holes and cores. Good examples of these vessels with drilled lug handles are the Hathor Bowl in the Petrie Collection (UC 16245) and a syenite vase in the Manchester Museum (1776). Each of this vessel’s two lug handles was drilled from each end, the tapering holes meeting in the middle: they have striations in them, also horizontal to their vertical axes.
107. Petrie’s measurements of the holes made by the tubular drills showed that tubular slot thicknesses ranged from 1 30⁄ to 1 5⁄ inch23 (1–5 mm), similar to saw thicknesses. Petrie also stated that tubular drills varied from 1 4⁄ inch to nearly 5 inches in diameter24 (approximately 6 mm to 12 cm); it is likely that 6 mm-diameter drill-tubes possessed 1 mm-thick walls, and that wall thicknesses increased slightly with larger diameter tubes.
112. After the introduction of truly smelted and cast copper after ca. 3600 BC, the stone vessel worker was able to imitate the hollow reed by beating thick sheets of cast copper into thinner sheets and rolling them into tubes around wooden, cylindrical formers made from tree branches; larger diameter tubes may have been cast to shape. Possibly, these tubes were cast by creating vertical, open, tubularshaped moulds in damp sand, initially made by a reed tube acting as a pattern.
113. Later, the wooden pattern/core method of manufacturing cast tubes could have been introduced, whereby a solid cylinder of wood, the pattern, is pushed vertically into the dampened sand, and then withdrawn. A slightly smaller, cylindrical, dried mud core is then centrally positioned into the hole left by the pattern and pushed into the mould’s sand bottom (Figure 4.4). The tubular mould can now be filled with molten copper and the core knocked out after cooling has taken place. This method42 showed that the minimum tube wall thickness that could be cast was 4 mm (Figure 4.5).
113. In Chapter 2, the casting of copper into open, horizontal moulds in sand was mentioned (see Figure 2.15). In an experiment,43 the minimum thickness of copper just covering the bottom of a mould was 5 mm, a similar dimension that Petrie ascribed to the maximum width of saw slots in stone objects, and for the maximum thickness of drill-tube walls. This thickness ensured the rigidity of long saws. However, thinner, as thin as 1 mm, shorter saw blades, both serrated and flat-edged, must have been made from copper plates that had been beaten down from an original minimum cast thickness of approximately 5 mm.
113. Examples of copper beaten into tubes and other artifacts have been found. Alfred Lucas44 cleaned the cylindrical copper sockets in which the upright poles of the canopy of Queen Hetepheres, the mother of Khufu, rested. A socket was made by forming sheet copper into a cylinder, and hard soldering the overlapping joint with a silver-based solder. A piece of copper water pipe, 102 cm in length, 4.7 cm in diameter, and with a wall thickness of 1.4 mm, was found at the Fifth Dynasty pyramid complex of Sahure.45 Two Sixth Dynasty statues of Pepi I and his son were constructed from copper beaten around a wooden core.46 Most parts were made from beating the copper to a thickness of 1–2 mm, although other parts were as thick as 4-5 mm, and these may first have been cast to shape. Although small diameter copper tubular drills were fabricated from beaten cast sheets, 5 mm thick copper sheet is extremely difficult to form into tubes. Consequently, it is more likely that furnaceworkers directly cast larger drill-tubes.
114. Copies of the reed tube shape made from sheet or cast copper gave four immediate advantages. First, tubes can be manufactured to reasonably accurate diameters, lengths and uniform wall thicknesses. Second, copper tubes made from beaten copper sheet have thinner walls (as thin as 1 mm), and this means that less stone needs to be removed from a hole. Third, tests showed that copper tubes can drill granite, diorite and porphyry, in addition to the softer stones and, fourth, copper drills wear out much more slowly than reed drills (compare Table 4.1 with Tables 4.2 and 4.3).
114. The reed as a blowpipe, and the copy of the reed tube in copper, fundamentally changed the direction of ancient Egyptian technology, and the development of Egyptian civilization. Without the blowpipe in the Predynastic period, it is unlikely that the furnaces could have been made hot enough for the length of time required to melt useful amounts of copper for casting: a primitive furnace, solely dependent upon the wind for its air, is unlikely to have matched the melting capability of furnaces fed with air through several blowpipes. Without the ability to cast copper sheets large enough to work into tubes, or directly to cast them, the craftworker could not have expanded stone vessel production in hard stone during the Nagada II period. The rapid expansion of hard stone vessels during this period indicates the replacement of the reed tube with a copper copy.
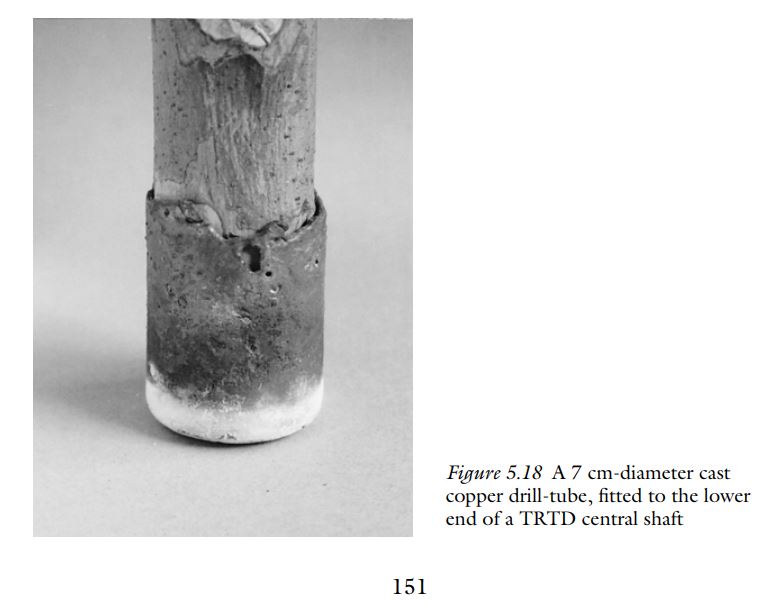
116. A copper tube would have been relatively short due to manufacturing constraints but, by forcibly driving a long wooden shaft part-way into a tube, a bow’s string or rope could be engaged to turn the drill, the upper part of the shaft revolving in a hand-held capstone. Large-diameter shafts may have been waisted, allowing a bow-rope, continually stretched by use, to be engaged upon a larger circumference of the waisted section, thus improving the bow-rope’s grip without the nuisance of stopping work and shortening the rope. Also, a copper tube’s outside diameter is necessarily larger than its wooden shaft’s diameter, letting a tube penetrate to the bottom of sarcophagi and tall stone vessels. As the tube penetrates ever deeper, successive stone cores can be broken off, allowing the tube further to drill into the artifact. When a drill-tube wears down to a length no longer viable for effective drilling, it is a simple matter to fit a new tube to the original shaft. A worn down drill-tube, and also a worn stonecutting saw blade, must have been returned to the foundry and melted down with additional copper for making new tubes and saws. Metals, such as copper and bronze, were precious commodities to the ancient Egyptians because of the difficulties of mining the ores, smelting them and transporting the ingots to other places of work. This is indicated by the strict checks kept on the weight of state-owned bronze tools issued to the workers of Deir el-Medina, who cut the royal tombs in the Valley of the Kings, thereby discouraging and reducing the theft of the metal.47
136. Observations, and experience in Aswan using the tubular drill, suggest that an expert three-worker team could drill tubular holes up to 12 cm in diameter. The Aswan drill-tube and the wooden shaft, bow-shaft and capstone needed no adjustment or repair during the drilling period. Only the bow-rope needed occasional tightening; the rope lasted 18 drilling hours before becoming badly frayed, when it was replaced.
136. The abundance of quartz sand, and the regular supply of copper for making saws and tubes, allowed ancient Egyptian craftworkers to achieve two of the most formidable stoneworking operations: namely, the sawing and the drilling of the rose granite. All tools were important to ancient Egyptian craftworkers, but it is fair to say that the flat-edged copper saw and the flat-ended copper tube were crucial to the successful manufacture of stone vessels, sarcophagi, statuary and architectural blocks, particularly those made from the hardest stones
♦Mégalithe♦
Abrasion - Forage tubulaire et Scie en Cuivre : Exp. d'Assouan
Abrasion - Forage tubulaire et Scie en Cuivre : Exp. de Manchester