♦Livre♦
Experiments in Egyptian Archaeology: Stoneworking Technology in Ancient Egypt
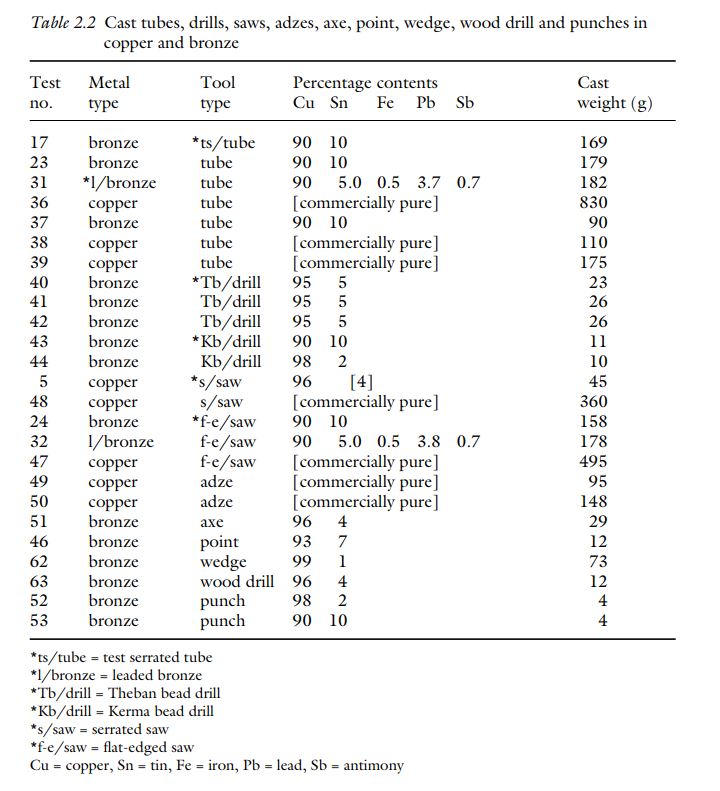
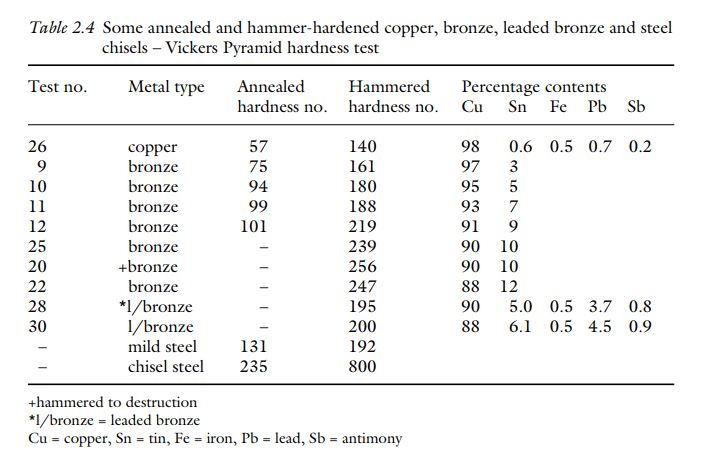
59. All of the test chisels were cast into rectangular bars, enabling their tapers and edges to be cold-hammered into shape. Maximum deformation and hardness of a casting can be achieved with this method. No annealing interrupted this process, although in ancient times some annealing for certain castings would have been in use, and this is confirmed by two metal-beaters in an illustration in the Fifth Dynasty mastaba tomb of Wepemnofret at Giza, who make these statements about the copper on their anvil. The first worker on the right says: ps nn iw wçr (Heat this: it is dried up). Clearly, the meaning is that the copper has become work-hardened and must be annealed. The other worker says: n wnt çd ps.t(w).f mnh (There is no cracking [?] if it is heated excellently).99 However, metallurgical studies have revealed that ancient tools were sometimes heavily cold-worked without any annealing.100 The test tools’ tapers were shaped by beating the metal with hand-held spherical stone hammers; the lightest stone weighed approximately 1 2⁄ kg, the heaviest about 1 kg (Figure 2.50). The tools’ cutting edges were achieved by sharpening the ends of the tapers on coarse and smooth sandstone blocks, and this may follow ancient practices. Each artifact was heavily hammered at first, but as the metal deformation became more difficult softer hammer blows were applied. All of the copper chisels deformed easily and no cracking appeared. It was a different story with regard to the bronze chisels. Slim-sectioned chisels up to, and including, 5 per cent tin deformed relatively well without any sign of cracking. However, resistance to deformation in the chisel containing 7 per cent tin became marked, and in the chisels containing 9 per cent and 11 per cent tin considerable hammering was required properly to deform the metal, but no cracking occurred. Cracks appeared in the 12 per cent, 13 per cent and 15 per cent tin in bronze chisels. This last chisel fractured in two places. Hammering tests were made upon some copper and bronze plates, and it was determined that the copper plate, containing small amounts of additional metals, deformed easily, but that the bronze plate containing higher than 5 per cent tin content required a significant amount of annealing to prevent damaging cracks. A test to destruction was carried out on a thick-sectioned bronze specimen containing 10 per cent tin. Hammer blows of extreme force soon caused it to fracture (Figure 2.51), and the highest hardness, Vickers Pyramid Number (VPN) 256, was recorded for this casting.
60. Hammering tests were made upon some copper and bronze plates, and it was determined that the copper plate, containing small amounts of additional metals, deformed easily, but that the bronze plate containing higher than 5 per cent tin content required a significant amount of annealing to prevent damaging cracks. A test to destruction was carried out on a thick-sectioned bronze specimen containing 10 per cent tin. Hammer blows of extreme force soon caused it to fracture (Figure 2.51), and the highest hardness, Vickers Pyramid Number (VPN) 256, was recorded for this casting.
60. Copper chisels containing small proportions of other substances can be cold-hammered to the hardness of cold rolled mild steel, but no harder. The tests on the pure bronzes revealed that the tools made from 90 per cent copper and 10 per cent tin make the best cutting tools with regard to the twin advantages of toughness and hardness.
Copyright All Rights Reserved
Developed & Designed by Alaa Haddad